|
|
|
Архитектура Астрономия Аудит Биология Ботаника Бухгалтерский учёт Войное дело Генетика География Геология Дизайн Искусство История Кино Кулинария Культура Литература Математика Медицина Металлургия Мифология Музыка Психология Религия Спорт Строительство Техника Транспорт Туризм Усадьба Физика Фотография Химия Экология Электричество Электроника Энергетика |
Классификация источников питания
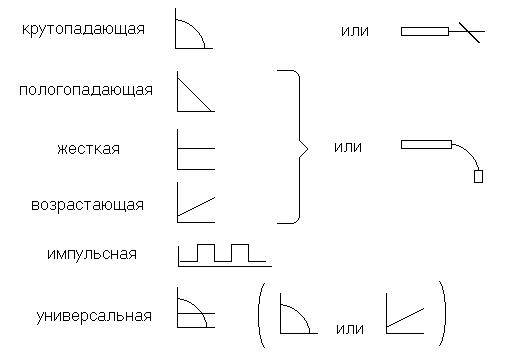
Общепринятой классификации источников питания нет. Источники питания (ИП) делятся: По роду тока: переменного ( ~ ) и постоянного ( = ) тока; По виду используемой энергии и ее преобразования: трансформаторы ( ~ ), выпрямители ( = ), преобразователи (~ и =), т.е. генераторы и привод – электродвигатель в однокорпусном исполнении; сварочные агрегаты, т.е. генераторы и привод – двигатель внутреннего сгорания АБС (бензиновый) и АДС (дизельный); инверторные (кГц =); транзисторные (любое преобразование). По мощности и номинальной силе сварочного тока в соответствии со стандартным рядом значений; По количеству постов питаемых от одного источника питания- однопостовые и многопостовые; По внешним характеристикам:
По исполнению: передвижные (АБС, АДС и т.п.) переносные (массой не более 36 кг) стационарные (Ig ≥ 1000 А) По назначению (виду сварки): РДС: механизированной сварки под слоем флюса или в среде защитных газов; контактной, электрошлаковой, точечной, плазменной сварки или резки и т.п. По режиму работы: повторно – кратковременный (ПВ) для механизированных процессов
перемежающийся (ПР) для ручной дуговой сварки РДС
продолжительный (ПН) для специализированных установок
При переходе на другой уровень загрузки по току (I раб) следует выполнить следующие условия: I раб < I ном Iраб = Iном ПВраб > ПВ паспорт 2.2. Требования к источникам питания для дуговой сварки\
1. Мощность ИП для сварочного процесса W, кВт 2. Сила тока, обеспечивающая горение дуги, плавлением основного и присадочного металла (образование сварочной ванны). Ig, А 3. Обеспечить силу короткого замыкания времени выдержки под нагрузкой Iкз ≥1,5 Ig и время выдержки под нагрузкой τкз=5…10 сек 4. Напряжение на дуге Ug ≈ 25 ± 10 В 5. Обеспечить устойчивое горение дуги, т.е. условие статической устойчивости системы Дуга + ИП → Ку > 0 6. Исходя из технологических требований различных видов сварки согласовать ВАХ Дуга и ИП, с целью получения необходимой интенсивности процесса саморегулирования длины дуги. 7. Определенные динамические характеристики: скорость нарастания силы тока при коротком замыкании ∆ I = 10-15 кА/с скорость изменения напряжения ∆ U = 500 В/с 8. Регулировка силы тока дуги в диапазоне от 0,3 до 1,3 I ном Для расширения области применения ИП.
Поиск по сайту: |
 100%
100% 100%
100% 100%
100%