|
|
|
Архитектура Астрономия Аудит Биология Ботаника Бухгалтерский учёт Войное дело Генетика География Геология Дизайн Искусство История Кино Кулинария Культура Литература Математика Медицина Металлургия Мифология Музыка Психология Религия Спорт Строительство Техника Транспорт Туризм Усадьба Физика Фотография Химия Экология Электричество Электроника Энергетика |
Строение электронной дугиСтр 1 из 15Следующая ⇒
А.А. Трофимов ОСНОВЫ СВАРКИ
Санкт-Петербург Рецензент: кандидат технических наук, доцент Ю.К. Лопарев Трофимов А.А. Основы сварки:лабораторный практикум, учебное пособие. – СПб.: СПГУВК, 2007. - 84 с.
Учебное пособие содержит общие положения по отдельным разделам технологии сварки плавлением и уделено внимание практической части по усвояемому разделу. Предназначено для студентов очной и заочной форм обучения, специальностей 180101.65 Кораблестроение, 180103.65 Судовые энергетические установки и 180403.65 Эксплуатация судовых энергетических установок, изучающие дисциплину «Основы сварки».
Ó Санкт - Петербургский государственный университет водных коммуникаций, 2007
ОБЩИЕ ПОЛОЖЕНИЯ
Важную роль в освоении предмета студентами играет непосредственное закрепление полученных знаний на практике. Это касается теоретических положений, которые в первую очередь влияют на выбор технологии сварки. Подбор тем проведен с учетом краткого изложенного курса лекций и предполагает активное включение студентов в процессе накопления знаний и элементарных навыков по разработке технологии сварки металлов. В каждом разделе изложены теоретические материалы, которые далее закрепляются в разработке отдельных операций или рекомендаций по технологии сварки и реализуются путем выполнения отдельных характерных операций при сварке металлов.
СВОЙСТВА ЭЛЕКТРИЧЕСКОЙ СВАРОЧНОЙ ДУГИ 1. Цель и содержание работы Цель работы: практическое ознакомление со свойствами электрической сварочной дуги постоянного и переменного тока. Установить связь между свойствами дуги ее технологическими возможностями. Содержание работы: изучение строения дуги, условия ее горения. Влияние условий горения дуги на ее технологические возможности. Практически опробовать различные способы повышения устойчивости горения дуги. Основные сведения
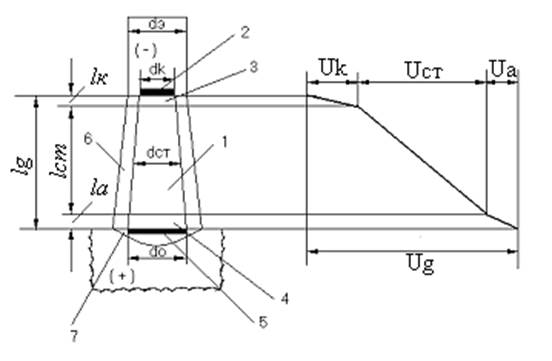
Электрическая сварочная дуга – это мощный длительно существующий дуговой заряд в смеси газов и паров между находящимися под напряжением электродами. Отличительная особенность – низкое катодное напряжение и высокая плотность тока. Сварка может выполняться на постоянном или переменном токе. При постоянном токе различают сварку на прямой полярности: катодом является электрод, а анодом – изделие (= -), и на обратной полярности анод – электрод, катод- изделие (= +). Строение электронной дуги Схема дуги постоянного тока прямой полярности приведена на рис.1 (электрод и изделие приняты неплавящимися).
Рис 1. Схема строения сварочной дуги и падения напряжения в дуге. l- столб дуги, 2- катодное пятно, 3- прикатодная область, 4 – прианодная область, 5- анодное пятно, 6- пламя/ореол/дуги, 7 – сварочная ванна; dк – диаметр катодного пятна, dа – диаметр анодного пятна, dэ – диаметр электрода, lк и lа – длина прикатодной и прианодной областей, lст – длина столба дуги, lg – длина дуги, Ug - падение напряжения в дуге. Дуга имеет форму конуса, расширяющегося от катода к аноду и состоит из трех зон: катодного пространства, столба дуги и анодного пространства. Площадь анода, через которую проходит ток дуги, называется анодным пятном. Последнее значительно больше катодного пятна и при обратной полярности занимает всю поверхность торца электрода. Длину дуги можно разделить на длину катодной зоны, примерно равную 10-4 мм; длину анодной зоны lк, примерно равную 10-3 мм и длину столбца дуги lст. Катодное пятно является источником излучения свободных электронов, т.е. его температура близка к температуре кипения металла электрода (для железа 35000С). Анодное пятно место входа и нейтрализации свободных электронов. В результате ударов потока электронов на аноде выделяется значительно больше тепла, чем на катоде. Поверхность анодного пятна имеет форму вогнутой сферы, которая называется кратером, и температура его несколько выше катодного пятна. Столб дуги – это участок дуги, имеющий температуру 40000 ÷ 140000К в котором происходит перемещение электронов и ионов. Общее падение напряжения дуги складывается из падения напряжений в отдельных ее зонах Ug = Uк +Uст +Uа где : Ug – общее падение напряжения дуги в вольтах; Uк ,Uст ,Uа – падения напряжения соответственно в катодной, анодной зонах и в столбе дуги в вольтах. Так как падение напряжения в анодной и катодной зонах невелико: Uк = 6…8 В, Uа = 2…3 В, то подаваемого напряжения от внешнего источника расходуется на преодоление сопротивления столба дуги электрическим током. Поэтому в дуге, горящей между плавящимися электродами, при неизменном токе напряжение, потребляемого дугой, прямо пропорционально ее длине. Ug = a+b∙l ст где: а – const, равная сумме катодного и анодного падения напряжений, для одних и тех же условий сварки; b – const, равная величине напряжения, приходящегося на один мм длины столба дуги.
Поиск по сайту: |