|
|
|
Архитектура Астрономия Аудит Биология Ботаника Бухгалтерский учёт Войное дело Генетика География Геология Дизайн Искусство История Кино Кулинария Культура Литература Математика Медицина Металлургия Мифология Музыка Психология Религия Спорт Строительство Техника Транспорт Туризм Усадьба Физика Фотография Химия Экология Электричество Электроника Энергетика |
Стандарттар категориялары 12 страница
Ұзындықтың түпкілікті өлшемдерін қолдану ыңғайлы болу үшін, ол комплектіленіп жинақталады. Барлығы сегіз «жиынтық» шығарылады, жиынтықтардың біразы өз құрамында қатты құймадан жасалған қорғаныш плиткалардан тұрады. Олар жаппай өлшеу кезінде түпкілікті өлшем блоктарының екі бетімен де үйкеліскенінде түпкілікті өлшем жиынтығын қажалу мен бұзылудан сақтайды. Берілген өлшемге түпкілікті өлшем блогын таңдау үшін, төмендегі ережені басшылыққа алу қажет: блокқа қосылатын әрбір өлшеудің өлшемін берілген өлшемнің оң жағынан бір екі цифрын алып тастап отыру керек. Мысалы, плитаның блоктық өлшемін қажетті 39,98 мм етіп қабылдау керек:
39,98 - 1,08 -(1- плитка)
38,9 - 1,9 -(2- плитка) 37,0 - 7 -(3-плитка) 30 -(4- плитка) Сонымен, блок төрт түпкілікті өлшемнің өлшемдерінен тұрады: 1,08 + 1,9 +7+30 = 39,98 мм. Түпкілікті өлшеуіш блогын бес өлшеуіштен артық құруға болмайды, себебі ол кезде өте көп ағаттық жіберіледі. Арнайы құрал – саймандар: струциналар, боковиктер, чертилкілер, табандықтарды пайдалана отырып жазық параллельді шеткі өлшеуіштердің қолдану аясын кеңейтуге болады. Жұмыстық беттерді бүлдіріп алмау үшін, түпкілікті өлшеуіштермен өте мұқият жұмыс жасау керек. Ол үшін тканьдік салфеткалы тақтайшаларды қолдану ұсынылады. 5,5 мм –лік өлшемнен жоғары жұмыстың беттерімен шеткі өлшеуіштерді столдың үстіне қоюға және жұмыстың беттерімен жұмыс еместік беттерді үйкеуге болмайды. Сүңгі(ұзын жұқа пластинкілер) – түпкілікті өлшеуіш түрлеріне жатады. Мұны, беттердің арасындағы саңылауды өлшеу үшін қолданады. (Поршень мен цилиндр арасындағы, клапанның ажыратқышымен таратқышы арасындағы). Сүңгілер № 1 – ден №4 – ке дейінгі жиынтық түрінде ұзындығы 50,100 және 200 мм ұзындықта және 0,02- ден 1 мм-ге дейінгі қалыңдықта шығарылады. Қажетті өлшемді алу үшін жалпы қалыңдықтары берілген өлшемге тең болатын бірнеше сүңгілер таңдалады. Сүңгілердің дәлдігі өлшеуіш плиталардың дәлдігінен көп төмендеу. Сүңгі мен сызғыштың қосылысы арқылы беттің тікелей түзулігін, ал бұрыштықпен қосылысы бойынша перпендикулярлықты анықтауға болады /1,9/.
Лекция 15.1. Әмбебап өлшеу құралдары мен өлшеу әдістері Штангелік құралдарға негізінен штангенциркуль, штангелік тереңдік өлшеуіштер мен штангенрейсмустар жатады. Оларды , өте жоғары дәлдіктің қажеттілігі жоқ кездегі өлшеу және бөлшекке белгі салу үшін кеңінен қолданады. Бұл құралдардың есеп алу құрылысы болып – сызықтық нониус немесе көмекші шкала жатады, яғни ол негізгі шкалалық бөлшектік бөлінуінен есеп алуға мүмкіндік береді. Нониустың орналасу принципі төмендегіше болып келеді. Көмекші шкаланың бойына негізгі шкаланың бүтін сандық бөлігіне тең келетін кесінді салынады. Бұл кесіндідегі бөлік сандары негізгі шкаладағыдан бір санға артық етіп алынады, яғни
С ( n -1) = b n , (45) I = c – b, (46)
мұндағы с – негізгі шкаланың бөлік құны; b – нониус шкаласының бөлік интервалы; n – нониус бөлігінің саны; i – есеп алу дәлдігі; b -мәнін (46) теңдеуден алып, (45) теңдеуге қойғанда C ( n - 1) = ( C – i ) n , мұнан i =
Нониус шкаласынан есеп алуды ыңғайлы жасау үшін , оны созып, кең қылып немесе модульді етіп жасайды, яғни нониус шкаласының бөлігін негізгі шкала бөлігіне жуықтап алмай, γ- ға артық етіп алу керек. Мұндағы γ мөлшері шкала модулі деп аталады. Бұл кезде
C = ( γ ·n -1 ) = b n , i = γ C – b (48) Екінші теңдеудегі b-ның мәнін бірінші теңдеудегі орнына қою арқылы C = ( γ · n -1 ) = ( C γ i ) n аламызда, бұдан i = Мұның нәтижесінен, i – есеп алу дәлдігінен модуліне байланысты еместігін, кез келген жағдайда С бөлу құны мен нониустың бөлу санына n байланыстылығын көруге болады. Мысал.Төмендегідей параметрлер бойынша құралдардың нониус шкаласын есептеу қажет: негізгі шкаланың бөлік құны С= 1 мм; есеп алу дәлдігі i=0,5 мм; нониус модулі γ=2; нониустық бөліктер саны n= Нониустың бөліктер интервалы
b =γ·ci=2·10,05 =1,95 мм; Нониус шкаласының ұзындығы
l=b·n=1,95 · 20 = 39 мм.
Штангенциркуль, ең көп тараған құрал, оны екі вариантта жасайды. Қарапайым штангенциркуль (17-сурет,а). Қозғалмайтын еріндері бар штангіден 4, штангінің бойымен жылжитын еріндері бар рамкіден 3, рамкіге бекітілген, тереңдікті өлшеуіш стерженьнен 5 және тежеуіш винттен 2 тұрады. 7 еріндер, қапсырылатын (біліктер), ал 1 еріндер – қапсыратын (тесіктер) өлшемдер үшін арналған. Штангіде бөліктер құны 1 мм тең негізгі шкала , ал рамкінің жақтауында көмекші шкала (нониус) 6, яғни оның көмегімен миллимертрдің ондық бөлігі есептелу үшін салынған. Нониусты қолдану принципі мен есеп алу мысалы 17-суретте көрсетілген. Нониустың он бөлігі негізгі шкаланың тоғыз бөлігіне сәйкес келеді. Сондықтан нониус бөлігінің интервалы (аралығы) 0,9 мм құрайды. Штангенциркуль еріндерінің бір – біріне тығыз орналасуы кезінде нониустың нолдік штрихы негізгі шкаланың нөлдік штрихына сәйкес келеді. Егерде рамканы оң жағына қарай 0,1 мм –ге жылжытсақ , онда негізгі шкаланың штрихымен нониустың бірінші штрихы сәйкес келеді, 0,2 мм –ге жылжытсақ , нониустың екінші штрихы, 0,3 мм ге жылжыса, нониустың үшінші штрихы сәйкес келеді және сол сияқты жалғаса береді. Бірінші суреттегі мысалда негізгі шкаламен нониустың төртінші штрихы (3,4 мм өлшемі), ал екінші мысалда да жетінші штрихы сәйкес (2,7 мм өлшемі) келеді.
17-сурет. Штангенциркульдер а-қарапайым; б-жетілдірілген.
Миллиметрдің бүтін саны негізгі шкала бойынша, ал бөліктік саны - нониус арқылы анықталады. Нониус бөліктерінің санын сақтап, бөліктер аралығын (интервалын) 1,9 мм – ге дейін ұзартқаннан , өлшемдерді анықтау принципі өзгермейді, ал нониусты пайдалану бұрынғысынан ыңғайлы болады. Мұндай ұзартылған нониустар штангелі құралдарда кеңінен қолданылады. 17- суреттің , б- ғы көрсетілген штангенциркуль біраз жетілдірілген, әлі дәлірек есептейді. Бұл штангенциркуль - микрометрлік жылжыту рамкалы (4)- жылжытпадан, тежеуіш винттен(5), гайкіден (8) және микрометрлік жылжыту винтінен (7) құралған. Мұның бәрі жылжымалы рамкаға (3 қосылған.Рамкадағы тежеуіш винтті (2) босатып, жылжытпадағы тежеуіш винтті (5) бекітіп, гайканы (8) бұрай отырып, рамканы (3) жәймен штангінің (6) бойымен жылжытуға болады. Өлшеу алдында штангенциркульдің дұрыстығына көз жеткізу қажет. Өлшеу еріндерінің беттерінде тоттың басуы мен бүдірлер болмауы тиіс. Егерде тежегіш винт бекітілсе , онда рамка қозғалмауы қажет. Еріндерді бір біріне түйістіргенде арасында көзге түсетіндей саңылау болмауы және нониустың (9) нөльдік штрихы негізгі шкаланың нөльдік штрихына сәйкес болуы тиіс. Өлшеу кезінде штангенциркульдің еріндерін өлшенетін бетпен жеңіл түйіскенше ашады немесе жабады. Бұдан кейін негізгі шкала мен нониус арқылы нәтижесін есептейді. Егерде ішкі өлшемді цилиндрлі еріндермен (10) анықтайтын болсақ, онда штангенциркульдегі көрсеткішке еріннің қалыңдығы көрсетілген өлшемді қосамыз. Сыртқы өлшемдерді (1) - көрсеткіштегі еріндермен өлшегенде штангенциркульдегі көрсеткішке ешқандай өзгерту жасамайды.
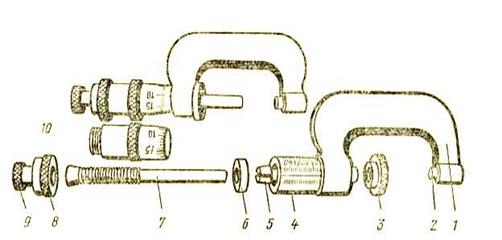
және гайкіден (2) тұрады. Микрометрлік жылжытпаның винті (3) рамкімен қосылған. Рамкінің (7) бүйіріндегі ойындыда нониус шкаласы көрсетілген пластинкі (4) бекітілген. Штангелі тереңдік өлшеуіштің өлшеу беттеріне – штагінің бүйір беті мен табанының төменгі жазықтығы жатады. Өлшеу кезінде өлшеу табанының бөлшек бетіне күшпен сығымдай отырып, штангіні келесі бетпен түйіскенше жылжытады. Өлшемде штангелі тереңдік өлшеуіштің табаны өлшенетін бөлшектің бетінен көтеріліп кетпеуі, яғни сол бетке тығыз сығымдалуы тиіс. Штангелі тереңдік өлшеуіштер 0-ден 160 дейін, 200, 250,315, 400 және 500 мм дейін және 0,1, 0,05 мм есептік дәлдікте жасалады. Штангенрейсмус(14- сурет) плитадағы бөлшектің биіктігін өлшеуге және белгі соғу үшін арналған. Массивті (салмақты) табанға (4) штангі (1) мықтап бекітілген. Нониусты рамкі (3) мен микрожылжытпа (2) штангі бойымен қозғалады.Рамкіге қамыт (5) арқылы ауыстырмалы белгі соғу үшін және бөлшектің биіктігін өлшеуге арналған пышақтар бекітіледі. Шкала мен нониус бойынша табаннан ауыспалы пышақтың төменгі жазықтығына дейінгі аралықты анықтайды. Штангенрейсмусты 0...250, 40...400, 60...630 және 100...1000 мм өлшеу шектерінде және 0,1; 0,05; мм есеп алу дәлдіктерінде шығарады. Микромертлік құралдарға сыртқы өлшемдер үшін микрометр, микрометрлік нутромер (штихмас) ішкі өлшем үшін және микрометрлік (глубиномер) тереңдік өлшеуіштер жатады. Микрометр, скобадан (1) және оған нығыздап бекітілген өлшеулік бетті жылжымайтын тұяқшадан (2) тұрады. Скобаның келесі екінші жақтау бөлігі ішкі және сыртқы бұрандалы жырықты құйрықшасы (5) бар стеблден (4) құралған. Құйрықшаның конустық бөлігіне гайканы (6) бұрай отырып, стебльдің ішкі бұрандалы бетімен жылжитын микрометрлік винттің (7) осьтік саңылауын азайтуға болады. Микробұранданың конустық беті екінші өлшеу беті ретінде қолданылады. Микробұранданың келесі жақтау бетіне қалпақша (8) арқылы бүрілген шетінде өлшем шкаласы көрсетілген жұқа қабырғалы төлке тәріздес барабан (10) бекітілген.
19- сурет. Штангелі 20-сурет. Штангенрейсмус тереңдік өлшеуіш (штангенглубиномер)
Микробұранда мен барабан өзара жинақталғаннан кейін бүтін бір бөлшек ретінде бұраған кезде бойлық бағытта бірдей жылжып отырады. Қалпақшадағы зырылдауық (трещетка) (9) 7± 2 Н шегінде өлшеу күшін шектейді. Стеблде бойлық жырық жасалып, онда екі жақты шкала салынған. Жырықтың астына орналасқан штрихтар бүтін миллиметрлерді, ал жырықтың үстіне орналасқан штрихтар – миллиметрдің жартысын көрсетеді. Микробұранданың бұранда қадамы 0,5 мм тең де, барабанның көлбеу бетіне 50 бөлік салынған . Осыған сәйкес дәлдіктің есеп алуы төмендегіше анықталады:
i=
мұндағы p- микрометрлік бұранданың қадамы; n- барабандағы бөліктер саны. Стебльдің шкаласы бойынша миллиметрдің бүтін және миллиметрдің жарты мәні , ал барабан шкаласынан миллиметрдің жүздік бөліктерінің мәні есептеледі. Микрометр әрбір өлшеу алдында тексеріледі. Ол үшін , микрометрге қосымша берілген калибрмен өлшеніп, есеп алудың дұрыстығын табады.
21- сурет. Микрометр
Мысалы үшін, 50- мм-лік калибрді өлшеуде барабандағы бүрілме 50 мм –лік штрихқа, ал барабандағы нөльдік штрих бойлық жырықшамен сәйкес келуі тиіс. Егерде ондай сәйкестік сақталмаса, онда микрометрді түзету қажет /1,33/. Өлшенетін шаманың мағынасының өзгешелігіне баға беруге байланысты өлшеу әдістері тікелей, жанама, дифференциялау және жинақы (құрама) болуы мүмкін /9/. Өлшенетін шаманың мағынасын немесе оның ауытқуын құралдың, болмаса прибор шкаласының көрсетуі бойынша бағалауды тікелей өлшеу деп айтады (мысалы, әмбебап өлшеу құралымен өлшегенде). Тікелей өлшеу – бұл өте күрделі, түрлі өлшеулердің негізі. Ол абсолюттік және салыстырмалы әдістерге бөлінеді. Абсолюттік әдіспен өлшегенде, өлшенетін шаманың барлық мағынасы прибор шкаласыяның тікелей көрсетуі бойынша бағаланады (мысалы, штангенциркульмен өлшегенде, тетіктің нақты мөлшері осы аспаптың шкаласынан алынады). Салыстырмалы әдіспен өлшегенде, өлшенетін шама ауытқуының мағынасы белгілі бір қондырғы мөлшерден немесе эталоннан алынады. (Мысалы, индикаторлы ішкі өлшеуішпен өлшегенде прибор шкаласынан гильзаның қондырғы мөлшерінен ауытқу алынады). Мұнда гильзаның нақты мөлшерін қондырғы өлшем мөлшеріне прибордың көрсетуі мәндерін алгебралық қосындылау арқылы анықтайды. Жанама әдіспен өлшеуде, өлшенетін шаманың немесе оның ауытқуының мағынасын ізделіп отырған шамамен белгілі байланысы бар басқа мөлшерлерді тікелей өлшеу нәтижесімен анықтайды. (Мысалы, конустың шамасын, оның екі қимадағы диаметрі мен осы қиманың арақашықтығын табу арқылы анықтайды). Дифференциялаулы әдіспен өлшеудің ерекшелігі көп параметрлі тетіктің әр мөлшерін бөлек тексеруде, мысалы, шлицті біліктің диаметрін, тісінің қалыңдығы мен биіктігін элементтеп өлшеу. Жинақы әдіспен өлшегенде күрделі тетіктің бірнеше элементтерін бірлестіріп тексереді, мысалы, шлицті білікті шлицті калибр-сақина арқылы тескергенде /9/. Бұрыштарды Семеновтың екінші типтегі (22-сурет) және оптикалық (23-сурет) бұрыш өлшеуіштерімен өлшейді. Семеновтың бұрыш өлшеуішінің шкала бөлігінің нарқы 21, өлшеу шегі 0...3200, ал оптикалық бұрыш - өлшеуіштің шкала бөлігінің нарқы 101, өлшеу шегі 0...1800.
22 – сурет. Семеновтың бұрыш өлшеуіші. 1, 4 – сызғыш пен бұрышты сызғышты бекітетін қамыт; 2 – ауыстырмалы сызғыш; 3 – бұрышты сызғыш; 5 – нониус шкаласы; 6 – секторлы табан; 7 – сызғыш; 8 – қысқыш; 9 – нониус секторы; 10 – гайка
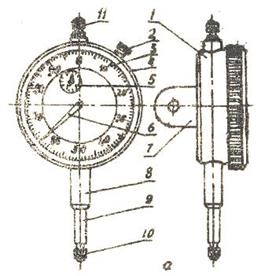
Салыстырмалы әдіспен өлшегенде рычагті, тісті, рычагті-тісті, рычагті-винтті және серіппелі берілісті аспаптар, оптикалық, пневматикалық және басқа приборлар қолданылады. Ең көп таралғаны тісті берілісті приборлар. Оларға жататындар сағат типті индикаторлар, рычагті-тісті индикаторлы ішкі өлшеуіштер, ортатестер және басқалары 24 және 25-суреттерде осы приборлардың құрылғысы мен схемасы көрсетілген. Салыстырмалы әдіспен өлшеу приборларының шкала бөлігінің нарқы 0,01; 0,002 және 0,001мм болады. Индикаторлы ішкі өлшеуіштің өлшеу құрылғысы қызметін сағат типті индикатор атқарады. Әдеттегі типті индикаторлы ішкі өлшеуіштерді 868 – 72 МЕY (ГОСТ) бойынша шкала бөлігінің нарқы 0,01мм мен, ал дәлдігі жоғарыларының 9244-75 МЕY (ГОСТ) бойынша шкала бөлігінің нарқын 0,001мм және 0,002 миллиметр мен шығарады. Бұл ішкі өлшеуіштердің өлшеу өнімділігі мен дәлдігі микрометрлі ішкі өлшеуіштермен өлшегеннен едәуір жоғары.
23 – сурет. Оптикалық бұрыш өлшеуіш және оның шкаласы: а) оптикалық бұрыш өлшеуіш; б) көз алдында көрінетін шкала; в) градустік және минуттік шкала. 1 – минуттік, 2 – градустік шкала, 3 –лупа, 4 – тұрқы, 5- қысатын рычаг, 6 – жылжымалы сызғыш, 7 – жылжымайтын сызғыш, 8 – накатты сақина.
Индикаторлы ішкі өлшеуіш тұрқынан, өлшеу стерженінен, контргайкалы ауыстырмалы өлшеу қондырғыдан, центрлеуші көпіршеден, екі плунжерден, құбырдан, жылулықты өткізбейтін саптан және сағат типті индикатордан тұрады /9,33,40/.
24-сурет. Әдеттегі типті индикатор. 1 – тұрқы; 2 – тоқтатқыш винт; 3 – негізгі шкала; 4 – шеңберше; 5 – айналым санауыш шкала; 6 – негізгі үлкен көрсеткіш; 7 – құлақша; 8 – гильза; 9 - өлшеу стержені; 10 - өлшеу стерженінің ұштығы; 11 – бүркеншік; 12 – қайтару серіппесі; 13...15, 17 – тісті доңғалақ; 16 – шиыршықты серіппе.
25-сурет. Индикаторлы ішкі өлшеуіш (рычагті беріліспен). 1 – шарша; 2 – жылжымалы стержень; 3 – белдік (ось); 4 – құбырша; 5 – жылулықты өткізбейтін сап; 6 – серіппе; 7 – қаптама; 8 – индикатор; 9 – тоқтатқыш винт; 10 – стержень; 11-екі иінді рычаг; 12-төлке; 13 – тоқтатқыш гайка; 14 – ауыстырмалы стержень; 15 – тұрқы; 16-центрлеуші көпірше; 17-серіппе
Индикаторлы ішкі өлшеуішпен тесікті өлшеу үшін, құбырдың жоғарғы бөлігіне қойылған шкала бөлігінің нарқы 0,01 мм индикатордың көрсеткіші бір айналым жасағанша индикатор төмен түсіріледі де, осы қалпында индикатор гайкамен бекітіледі. Өлшенетін тесіктің қалыпты мөлшеріне қарай, ішкі өлшеуіш тұрқының тесігіне ауыстырмалы өлшеу қондырғыны бұрап қатайтады.
Пайдаланылған әдебиеттер
1. Серый И.С. Взаимозаменяемость, стандартизация и технические измерения. – М.: Агропромиздат, 1987. 2. Крылова Г.Д. Основы стандартизации, сертификации и метрологии. М.: Аудит, ЮНИТИ, 2001. 3. Жанзақов М.М., Мырзабек К.А. Стандарттау – Қызылорда, «Тұмар» 2007. 4. Асылбеков Б.А. Основы стандартизации, метрологии, сертификации и менеджмента качества. – Алматы. 2003. 5. Әубәкіров Ғ.Д. Метрология, стандарттау және саланы басқару терминдерінің қазақша-орысша сөздігі. – Алматы, Рауан-Демеу, 1993. 6. Ошақбаев П. Новости госстандарта. Ж. 2, 2003. 7. Лесбекова Г. Новости госстандарта – Ж. 5, 2003. 8. Сағадиев К., Смағұлов А., Барақбаев Б., Қалиев Ә. Сертификаттау. – Алматы, Ы.Алтынсарин атындағы Қазақстан білім академиясының Республикаслық баспа кабинеті. 2000. 9. Деграф Г.А., Утенов К.К. Өзара ауыстырмалылық, үлгіқалыптау және техникалық өлшеу курсінен әдістемелік нұсқаулар. Алматы, 1994. 10. Васильев А.С. Основы метрологии и технические измерения. – М.: Машиностроение, 1988. 11. Журавлев А.Н. Допуски и технические измерения: - М.: Высшая школа, 1981. 12. ҚР «Техникалық реттеу туралы» Заңы, 2004. 13. ҚР «Өлшем бірлігін қамтамасыз ету туралы» Заңы, 2000. 14. СТ РК 1.0-2000 Государственная система стандартизации Республики Казахстан. Основные положения. 15. СТ РК 1.1-05 ГСС РК. Термины и определения. 16. СТ РК 1.2-98 ГСС РК. Порядок разработки государственных стандартов. 17. СТ РК 1.3-2000 ГСС РК. Порядок разработки, согласования, утверждения и государственной регистрации технических условий. 18. СТ РК 1.4-1999 ГСС РК. Стандарт фирмы. Общие положения. 19. СТ РК 1.5-2000 ГСС РК. Общие требования к построению, изложению, оформлению и содержанию стандартов. 20. СТ РК 1.6-03 ГСС РК. Порядок восстановления подлинников стандартов. 21. СТ РК 1.7-2000 ГСС РК. Порядок планирования работ по стандартизации. 22. СТ РК 1.8-98 ГСС РК. Порядок издания и распространения стандартов и нормативных документов по стандартизации. 23. СТ РК 1.9-99 ГСС РК. Порядок применения международных, региональных и национальных нормативных документов по стандартизации и сертификации. 24. Стандарттау және Сертификаттау туралы Қазақстан Республикасының Заңдары. № 434 – І, ІІ заңдары 16.07.1999. 25. Стандарты серии ИСО 9000, 140001 версии 2001 года. 26. ГОСТ 1.2-2000. Правила проведения работ по межгосударственной стандартизации. Общие положения. 27. ГОСТ 1.5-2000. Правила проведения работ по межгосударственной стандартизации. Общие требования к построению, изложению, оформлению и содержанию стандартов. 28. Руководство ИСО/МЭК 2. Общие термины и определения в области стандартизации и смежных видов деятельности. 29. Руководство ИСО/МЭК 7. Требование к стандартам, применяемым при сертификации. 30. Основы стандартизации, метрологии и сертификации и менеджмента качества / Под ред. Тазабекова К.К. Алматы, Казахстанская ассоциация маркетинга, 2003. 31. Лифиц И.М. Основы стандартизации, сертификации и метрологии. М.Юрант, 2000. 32. Әубәкіров Ғ. Метрология, стандарттау және өнім сапасын басқару. – Алматы, Республикалық баспа кабинеті, 1996. 33. Қодар Е.Т. Өзара ауыстырымдылық, стандарттау және техникалық өлшеулер: Оқу құралы – Қызылорда, ҚМУ ақпараттық есептеу орталығы, 2002. 34. Допуски и посадки: справочник в 2-х частях / В.Д.Мягков, М.А.Палей, А.Б.Романов, В.А.Брагинский – П.: Машиностроение, 1982. 35. Серікбаев Д.М., Тәжібаев С.Д. Машина детальдары. – Алматы, мектеп, 1983. 36. Якушев А.И. Взаимозаменяемость, стандартизация и технические измерения. – М.: Машиностроение, 1979. 37. Дудин – Барковский И.В. Взаимозаменяемость, стандартизация и технические измерения. – М.: Машиностроение, 1976. 38. Саранча Г.А. Взаимозаменяемость, стандартизация и технические измерения. – М.: Издательство стандартов, 1982. 39. Бурдун Г.Д., Марков Б.Н. Основы метрологии. – М.: Издательство стандартов, 1984. 40. Методическое указание «Выбор универсальных средств измерений линейных размеров до 500 мм. – М.: Издательство стандартов, 1987. 41. Балакшин Б.С. и др. Взаимозаменяемость и технические измерения в машиностроении. – М.: Машиностроение, 1982. 42. Исаев Л.К., Малинский В.Д. Метрология и стандартизация в сертификации. - М.: ИПК Издательство стандартов, 1996. 43. Кузнецов В.А., Ялунина Г.В. Основы метрологии. – М.: ИПК Издательство стандартов, 1995.
Кiрiспе
¤нiмнiњ техникалыќ дењгейi мен сапасын кµтеру, ењбек µнiмдiлiгiн арттыру, ењбек жєне материалдыќ ресурстарды ‰немдеу ‰шiн халыќ шаруашылыѓыныњ барлыќ салаларында ѓылым, техника жєне практикалыќ тєжiрибелер жетiстiктерiн енгiзу негiзiнде стандарттау ж‰йелерiн жетiлдiрiп єрi дамытып отыру ќажет. Ќазiргi кезде машина конструкциясын ќ±ру мен µндiрiсте жасаудаѓы оныњ бµлшектерi бiр цехте дайындалады да, олардыњ тораптар мен машиналарѓа жинаќталуы басќа бiр цехте немесе мекемеде iске асырылады. Сонда да болса, б±л жасалѓан бµлшектер ќосымша µњдеусiз ќ±растырылып , жинаќталѓан тораптар мен машиналар µздерiне тиесiлi функциялыќ ќойылатын талаптарын сапалы т‰рде атќара алады. Машина жасаудыњ м±ндай технологиясы конструкциялау мен оны жасап шыѓаруда µзара ауыстырымдылыќ теориясын ќолданудыњ нєтижесiнде ѓана м‰мкiн. Осыѓан орай , єрт‰рлi агрегат пен торап бµлшектерiнiњ дєлдiк дєрежесi мен параметрлерiн ќатањ стандарт талаптарына сєйкес ќабылдау ќажет.
Поиск по сайту: |
 (47)
(47)  .
.
 18- сурет. Нониус бойынша есеп алу мысалдары
18- сурет. Нониус бойынша есеп алу мысалдары


 (49)
(49)