|
|
|
Архитектура Астрономия Аудит Биология Ботаника Бухгалтерский учёт Войное дело Генетика География Геология Дизайн Искусство История Кино Кулинария Культура Литература Математика Медицина Металлургия Мифология Музыка Психология Религия Спорт Строительство Техника Транспорт Туризм Усадьба Физика Фотография Химия Экология Электричество Электроника Энергетика |
Стандарттар категориялары 14 страница
Кестеде кµрсетiлгендей, H7/k6 отырѓызуында ќабысудыњ кµп бµлiгi нµльге жуыќ сањылаулы жєне керiлiстi болып келедi. Сол себептi бµлшектердi центрлеу ‰шiн аталѓан отырѓызу кµбiрек ќолданылады. H7/n6 отырѓызуы керiлiстi жаѓдайда бµлшектердi центрлеумен ќатар, оныњ ось бойымен жылжуын болдырмау ‰шiн де ќолданылады. H7/js6 отырѓызуын - ќабысу кезiнде жиi б±зып ќайта ќ±растыруда кµбiрек ќолданады. 9,10- практикалыќ сабаќ Таќырыбы: ''Бµлшектердiњ домалау подшипниктермен отырѓызылуын есептеу жєне тањдау''
Домалау подшипнигiнiњ сенiмдiлiгi жєне ±заќ ж±мыс жасауы подшипниктi ќабыќтыњ тесiгi мен бiлiгiне отырѓызуын д±рыс тањдау мен олардыњ беттерiнiњ µзара д±рыс орналасуына байланысты. Подшипниктер ГОСТ 520-71 бойынша дєл жасалуында бес дєлдiк сыныбына бµлiнедi – 0,6,5,4 жєне 2 (µсу ретiнде). 6,5,4 жєне 2 дєлдiк сыныбындаѓы подшипниктер станок жасауда жєне аспап жасауда ќолданылады. Подшипниктер ќалыпты ж±мыс жасауы ‰шiн саќиналары мен айналу денелерi арасында сањылау болуы керек. Подшипниктi жасауда µлшемi ќатањ реттелген бастапќы сањылаумен ќамтамасыз етiлу керек. Подшипниктi бiлiк пен ќабыќ тесiгiне отырѓызудан кейiн iшкi саќина мен бiлiктiњ сыѓымдалуындаѓы деформациядан бастапќы сањылау кiшiрейедi. Подшипниктiњ отырѓызылуындаѓы сањылауѓа ќараѓанда, оныњ ќалыпты температуралыќ режимде ж±мыс жасауында ‰лкен ж±мыс сањылауы пайда болады. Подшипниктiњ ±заќ ж±мыс жасауы, оныњ ж±мыс сањылауына тыѓыз байланысты. Подшипниктiњ ж±мыс жаѓдайына байланысты берiлген µлшемнiњ отырѓызу сањылауы мен отырѓызуын д±рыс белгiлегенде ѓана ќажеттi шектегi ж±мыс сањылауымен ќамтамасыз етуге болады. Домалау подшипнигiнiњ бiлiк пен ќабыќ тесiгiне отырѓызуын саќинаѓа т‰сетiн к‰штiњ сипатына байланысты тањдайды. Саќинаѓа т‰сетiн к‰штердiњ негiзiнен ‰ш т‰рi бар: циркуляциялы, орнындаѓы, толќымалы. Циркуляциялы к‰ш т‰скенде саќина к‰штi б‰кiл дµњгелек бойына айналдыра ќабылдайды. Б±л ќабысатын бµлшекпен бiрге саќинаныњ айналуында жєне к‰штiњ т±раќты баѓытта єсер етуiнде байќалады. Саќина орнындаѓы т‰сетiн к‰штi дµњгелектiњ шектелген бµлiгiнде ќабылдайды, мысалы к‰штiњ т±раќты баѓытталуы мен саќинаныњ ќозѓалмауында. Толќымалы к‰ш т‰скенде к‰штiњ баѓытталуы т±раќты болып аз айналмалы радиалды к‰шпен ќосылады. Б±л кезде тењ єсерлi к‰ш толыќ айналыс жасамайды, айналмайтын саќинаныњ белгiлi бiр бµлiгiнде толќып т±рады. М±ндай к‰ш т‰су циркуляциялы жєне орнындаѓы т‰сетiн к‰ш арасындаѓы аралыќ болып табылады. Подшипниктердiњ отырѓызылуын белгiлеуде, циркуляциялы к‰ш т‰сетiн саќина ќабысатын бµлшекпен ќозѓалыссыз, ал орнына к‰ш т‰сетiн саќина аздаѓан сањылаулы отырѓызуда болулары керек. Ќозѓалыссыз отырѓызу саќинаѓа циркуляциялы к‰ш т‰суде бiрќалыпты тозумен ќамтамасыз етедi. Орнындаѓы т‰сетiн к‰штегi саќинаныњ сањылауы соѓылудыњ єсерiнен отырѓызылу бетiмен аздап б±рылуына м‰мкiндiк жасайды да, нєтижесiнде к‰ш саќинаныњ єрт‰рлi бµлiктерiне т‰сiп, оныњ тозуы бiрќалыпты ж‰редi. 2-кестеде радиалды подшипниктердi орнату ‰шiн ±сынылып отырѓан бiлiк пен тесiктiњ дєлдiк шегi алањы.
2-кесте. 0-дiк дєлдiк сыныбындаѓы радиалды домалау подшипнигiн орнату ‰шiн бiлiк пен тесiктiњ дєлдiк шегi алањы (ГОСТ 3325-85)
Циркуляциялы к‰ш т‰скен саќина ‰шiн отырѓызуды отырѓызу бетiне т‰сетiн радиалды к‰штiњ интенсивтiлiгi бойынша аныќтап тањдауѓа болады. Т‰сетiн к‰штiњ интенсивтiлiгi:
м±ндаѓы R – тiректiњ есептi радиалдыќ реакциясы, Н; В – отырѓызатын орынныњ ж±мыстыќ енi, м; КП–т‰сетiн к‰штiњ сипатына байланысты отырѓызудыњ динамикалыќ коэффициентi, [коэффициенттiњ мєнi 1-ден (150% - ке дейiн єсер ететiн артыќ к‰штен, жєй соќќы мен тербелiстен болѓанда) 1,8-ге дейiн (300% - ке дейiн єсер ететiн артыќ к‰штен, соќќы мен тербелiстен болѓанда)]; F – ж±ќа ќабырѓалы ќабыќ пен ойыќты бiлiк отырѓызуындаѓы керiлiстiњ босањсу дєрежесiн ескеру коэффициентi [коэффициент бiлiк ‰шiн 1-ден 3-ке дейiн µзгередi (б‰тiн бiлiк ‰шiн F=1), ќабыќ ‰шiн 1-ден 1,8-ге дейiн]; FA – радиалды жєне осьтiк к‰штердiњ бiрќалыпсыз т‰суiн ескеру коэффициентi. Бiр ќатарлы шариктi подшипниктерде FA =1. Керiлiстiњ отырѓызуыныњ орташа мєндерi бойынша есептелген PR жарамды мєндерi 3-кестеде келтiрiлген.
3-кесте. Интенсивтi т‰сетiн к‰штiњ PR жарамды мєндерi
Мысал. Бастапќы берiлгенi: подшипниктiњ нµмiрi – 207; подшипниктiњ саќинасын дайындаудаѓы дєлдiк сыныбы – 6; радиалды к‰штiњ мєнi – R=4,3 кН; к‰штiњ т‰су белгiсi – Кп=1,0; ќосылыстыњ айналатын бµлiгi – iшкi саќина. Бµлшектердiњ домалау подшипнигiмен ќабысуындаѓы дєлдiк шегi мен отырѓызылуын табу жєне оны сызбада белгiленуiн бiлу.
5.1. Подшипниктiњ нµмiрi бойынша ГОСТ 8338-75 сєйкес, оныњ конструкциялыќ µлшемдерi 4-кестеден [аныќтамалыќ материалдарды ќарањыз] аныќталады: сыртќы диаметрi -D=72 мм; iшкi диаметрi -d=35 мм; саќинаныњ енi -B=17 мм; фаскiнiњ доѓалыќ радиусы -r=2,0 мм.
5.2. Дєлдiк сыныбы бойынша жасалѓан подшипник саќиналарыныњ сыртќы жєне iшкi саќинасыныњ отырѓызу бетiнiњ дєлдiк дєрежесiн аныќтаймыз: Ескерту. 0-дiк жєне 6-шы дєлдiк сыныбындаѓы подшипниктер ‰шiн беттiк отырѓызуларды: бiлiктер-6-шы квалитеттегi, тесiктер -7-шi квалитеттегi дєлдiк дєрежесi бойынша дайындау ±сынылады.
5.3. Айналмалы к‰ш т‰скен саќинаныњ бµлшекпен отырѓызылуын есептеймiз. Подшипниктiњ iшкi жєне сыртќы саќиналарына т‰сетiн к‰штiњ т‰рiн табу керек. Бiздiњ жаѓдайда, айналмалы к‰ш iшкi саќинаѓа т‰сiп т±р, себебi бiлiк айналады.
5.4. Айналмалы к‰ш т‰сетiн саќинаныњ бетiне т‰скен интенсивтi к‰ш тµмендегiше есептеледi:
5.5. Интенсивтi к‰штiњ т‰суiне байланысты айналмалы к‰ш т‰скен подшипник саќинасыныњ отырѓызуын 2-кестеден тањдаймыз. Бiздiњ мысалда бiлiк ‰шiн отырѓызуды kn деп белгiлеймiз, яѓни сонда РR=330kH/м-да Ø35kn=Ø35k6.
5.6. ГОСТ 3325-55 сєйкес подшипниктiњ iшкi саќинасын дайындаудыњ шектi ауытќуларын ХІ-ќосымшадан [1, 340 б.] аныќтаймыз: сонда Ø35–0,012 мм. 5.7. Саќинаныњ µзiне к‰ш т‰скендегi бµлшектерiнiњ отырѓызылуын есептеймiз. Т‰скен к‰штердiњ т‰рлерiне ќарай, саќинаныњ µзiне к‰ш т‰скендегi отырѓызылуын 3-кесте бойынша аныќтаймыз. Бiздiњ мысалда КП=1,0, подшипниктiњ ќабыќќа отырѓызылуы HП болады да Ø72 НП=Ø72 Н7.
5.8. ГОСТ 3325-85 сєйкес подшипниктiњ сыртќы саќинасын дайындаудыњ шектi ауытќуларын 5-кестеден [аныќтамалыќ материалдарды ќарањыз] аныќтаймыз: сонда Ø72–0,013 мм.
5.9. Барлыќ аныќталѓан мєндердi тµмендегi 4-кестеге т‰сiремiз:
4-кесте. Бiлiк пен ќабыќќа отырѓызылатын подшипниктiњ дєлдiк шектерi
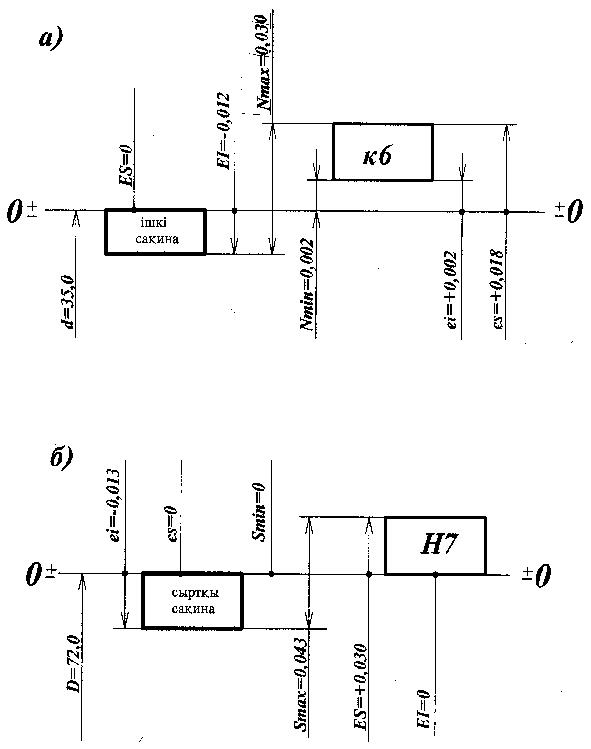
5.10. Ќабысатын беттердiњ отырѓызу алањыныњ орналасу схемасын бейнелеймiз (13-сурет).
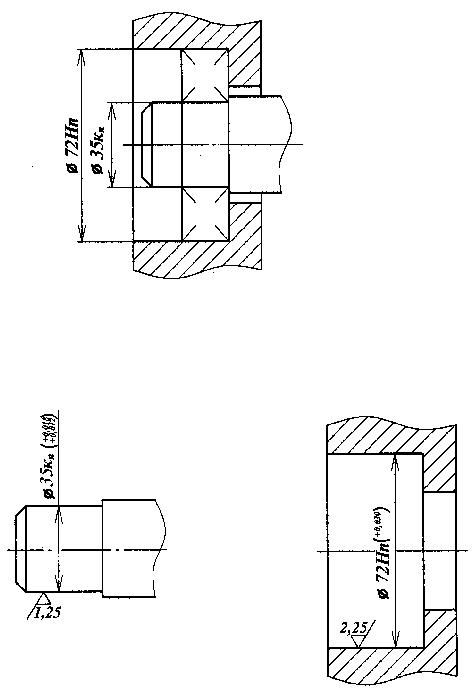
5.11. Ќабысудыњ ќ±растырмалы жєне жеке эскиздерiн сызып, оныњ отырѓызылуы мен шектi ауытќуларын кµрсетемiз (14-сурет).
13-cурет. Ќабысу беттерiнiњ дєлдiк шегi алањыныњ орналасу схемасы: а) iшкi саќина – бiлiк; б) сыртќы саќина - корпус
14-сурет. Отырѓызуы мен ауытќуы кµрсетiлген ќабысудыњ ќ‰растырмалы жєне әскизі. 11,12- практикалыќ сабаќ Таќырыбы: ''Шпонкалы ќосылыстартардыњ µзара ауыстырымдылыѓы''
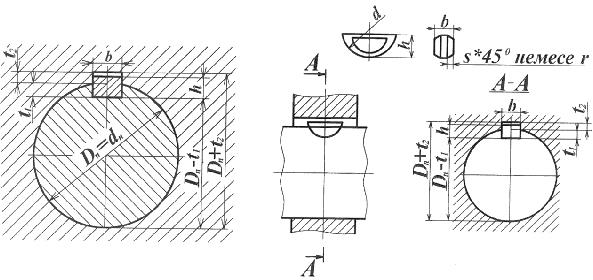
Шпонка айналмалы бµлшектер (шкивтер, ж±лдызшалар, тiстi дµњгелектер) мен бiлiктiњ немесе осьтiњ арасын ќосатын звено болып табылады. Шпонкалы ќосылыстыњ негiзгi маќсаты – айналдыру моментiнiњ берiлiсi. Машина жасауда шпонкалы ќосылыстардыњ конструкциялыќ ерекшелiктерiне ќарай ќолданыста кењ тараѓан т‰рлерi – призмалыќ жєне сегменттiк шпонкалар. Призмалыќ шпонкалы ќосылыстардыњ µлшемдерi ГОСТ 23360-78 бойынша аныќталѓан. 15-суретте призмалыќ шпонкалы ќосылыстыњ µлшемдерiнiњ белгiленуi кµрсетiлген.
а б
15-сурет. Шпонкалы ќосылыстыњ белгiленуi: а-призмалыќ шпонкалы; б-сегменттiк шпонкалы.
Бiлiк-тµлке ќосылысына ±сынылылатын дєлдiк шегi алањы номиналды диаметр dn бойынша шпонкалы ќосылыстыњ ж±мыс жаѓдайы мен маќсатына байланысты 5-кестеден тањдалады. Ќосылыс сипатына ќарай тыѓызды , ќалыпты жєне еркiндi болып келедi. ‘‘Шпонка-бiлiк ойыѓы’’ жєне ‘‘Шпонка-тµлке ойыѓы’’ ќабысуларыныњ дєлдiк шегi алањы ГОСТ 24071-80 сєйкес 6-кестеде берiлген.
5-кесте. Бiлiк-тµлке ќосылыстарына ±сынылѓан дєлдiк шегi алањы
6-кесте. Шпонка-бiлiк ойыѓы (тµлке) ќабысуына ±сынылѓан дєлдiк шегi алањы
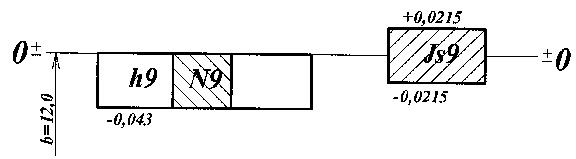
Шпонкалы ќосылыстаѓы (15,а-суретi) b µлшемiнен басќасыныњ бєрi отырѓызылмайтын µлшемдер. Олардыњ дєлдiк шегi алањы тµмендегiше ќабылданѓан: h - шпонка биiктiгi - ћ11 бойынша; l - шпонка ±зындыѓы - ћ11 бойынша; lбiлiк - бiлiк ойыѓыныњ ±зындыѓы – Н15 бойынша; lт - тµлке ойыѓыныњ ±зындыѓы – Н15 бойынша; t1 - бiлiк ойыѓын фрезерлiк µњдеу терењдiгi – Н12 бойынша; t2- тµлке ойыѓын фрезерлiк µњдеу терењдiгi – Н12 бойынша Ойыќ енiнiњ шектi ауытќуларын ќосылыс сипатына байланысты ќабылдайды. Олар ќалыпты ќосылыстарда: бiлiк ойыѓынiкi - N9; тµлке ойыѓынiкi - Js9; тыѓызды ќосылыстарда: бiлiк ойыѓынiкi мен тµлке ойыѓынiкi – Р9. Шпонканыњ шектi ауытќулары: b енi ‰шiн - ћ9 бойынша, ћ биiктiгi ‰шiн - ћ11 бойынша, d диаметрi ‰шiн - ћ12 бойынша ќабылданады. Мысал. Берiлгенi: бiлiктiњ диаметрi – D=40 мм, ќосылыстыњ маќсаты – жалпы машина жасауда (кењ кµлемдi µндiрiс ‰шiн), шпонка конструкциясы-призмалыќ.
Шешуi:
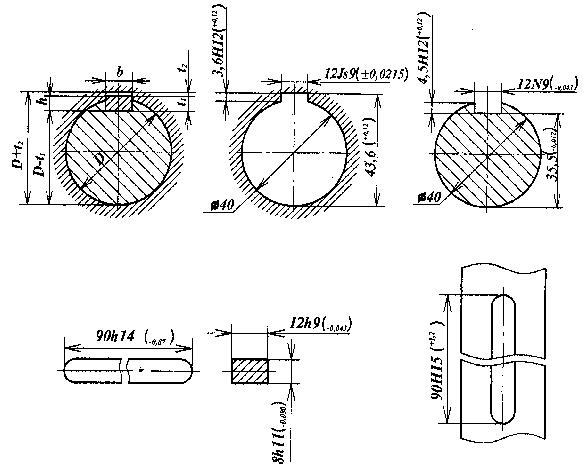
6.1. Шпонканыњ негiзгi µлшемдерiн, тµлке мен бiлiк шпонкаларыныњ ойыѓын аныќтаймыз. Шпонка мен шпонкалыќ ойыќтыќ µлшемдерi шпонканыњ конструкциясы мен бiлiктiњ диаметрiне байланысты ГОСТ 8788-88 жєне 8795-88 сєйкес аныќтамалыќ кестеден [2, 4.52-кестесi, 773 б.] тањдалады. Кµрсетiлген кесте бойынша тµмендегiдей µлшемдер ќабылданды:шпонкалы ќосылыстыњ енi b=12,0 мм; шпонка биiктiгi h=8,0 мм; бiлiк ойыѓыныњ терењдiгi t=4,5 мм немесе D-t=40-4,5=35,5 мм; тµлке ойыѓыныњ терењдiгi t1=3,6 мм немесе D+t1=40+3,6=43,6 мм; шпонка ±зындыѓы l=90 мм.
6.2. Ќабысатын µлшемдер ‰шiн отырѓызу аныќталады. Отырѓызу кестесiнен ќабысу беттерi ‰шiн ќосылыстардыњ берiлуiне сєйкес ауытќуларын аныќтаймыз: Бiздiњ мысал ‰шiн:шпонканыњ енi bш=12h9=12 ;
бiлiк ойыѓыныњ енi bб =12N9=12 ; тµлке ойыѓыныњ енi bт=12 Js9=120,0215мм .
6.3. Шектi µлшемдердi аныќтаймыз:шпонканiкi bшmax=12 мм; bшmin=11,957 мм; бiлiк ойыѓынiкi bбmax=12 мм; bбmin=11,957 мм; тµлке ойыѓынiкi bтmax=12,0215 мм; bтmin=11,9785 мм.
6.4. Шпонка мен бiлiк ойыѓы жєне шпонка мен тµлке ойыѓы араларындаѓы шектi сањылаулар мен керiлiстердi есептеймiз: а) Smax=bтmax - bшmin=12,0215-11,957=0,0645 мм; б) Nmax= bшmax- bтmin=12-11,9785=0,0125 мм; в) Smax= bбmax - bшmin=12-11,957=0,043 мм; г) Nmax= bшmax- bбmin=12-11б957=0б043 мм.
6.5. Тµмендегi кµрсетiлген мысалдаѓыдай, барлыќ отырѓызылмайтын µлшемдер ‰шiн ќабысу аумаѓы бiрдей болып ќала бередi:шпонка биiктiгi h=8h11=8 ; шпонка ±зындыѓы lш=90h14=90 ; бiлiк ойыѓыныњ ±зындыѓы lб=90Н15=90 ; тµлке ойыѓыныњ ±зындыѓы lт=90Н15=90 ; бiлiк ойыѓыныњ фрезерлiк µњдеу терењдiгi немесе D-t=35,5-0,12 мм; t=4,5H12=4,5
тµлке ойыѓыныњ фрезерлiк µњдеу терењдiгi немесе D+t1=43,6+0,12 мм. t1=3,6H12=3,3
6.6.Ќабысу беттерiнiњ отырѓызу алањыныњ орналасу схемасы бейнеленедi (16-сурет).
6.7. Ќабысудыњ ќ±растырмалы жєне жеке эскиздерi сызылып, олардыњ шектi ауытќулары белгiленедi (17-сурет).
16-сурет. Шпонкалы ќосылыстыњ дєлдiк шегi алањыныњ орналасу схемасы
17-сурет. Ќабысудыњ ќ±растырмалы жєне жеке эскизі 13- практикалыќ сабаќ Таќырыбы: ''Шлицалы ќосылыстардыњ µзара ауыстырымдылыѓы''
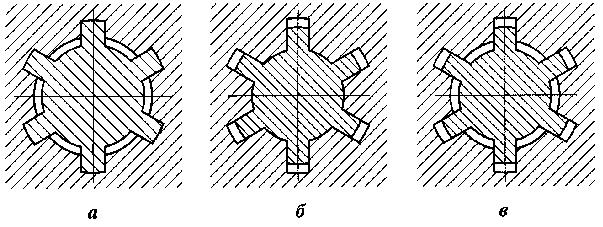
Ќазiргi кезде шлицалы ќосылыстар шпонкалы ќосылыстармен салыстырѓанда жасау технологиясыныњ ќиындыѓына ќарамай кењ кµлемде ќолданыс табуда. Б±л тµмендегiдей артыќшылыќтарымен: бµлшек бµлiгiне жаќсы баѓытталып жєне центрленiп отырѓызылуымен, тiс биiктiгi бойынша т‰сетiн к‰штердiњ бiркелкi бµлiнуiмен, аз шоѓырлануымен, кернеулiктiњ бiрдей сыртќы µлшемде ‰лкен айналдыру моментiнiњ берiлiсiмен т‰сiндiрiледi. Тiстi профильдерiнiњ айырмашылыќтарына ќарай конструкциялыќ ерекшелiктерiне, ж±мыс жаѓдайына, оныњ маќсатына байланысты жєне тiстi профильдерiнiњ айырмашылыќтарына ќарай ‰ш т‰рлi шлицалы: тiк ќапталды, профилi 300 б±рыштыќ эвольвенттi шлицалы жєне ‰шб±рышты ќосылыстар ќолданылады. Ењ кењ тараѓан шлицалыќ ќосылыстарѓа тiс сандары ж±п жєне тiк ќапталды профильдiлер жатады. 18-суретте аталѓан шлицалыќ ќосылыстардыњ негiзгi параметрлерi ГОСТ 1139-80 сєйкес ќабылданѓан. Тiк ќапталды шлицалыќ ќосылыстар ‰ш сериядан т±рады: жењiл, орташа, ауыр. Ќысќа жєне аз тiстi жењiл серияны ќозѓалмайтын жєне аз к‰ш т‰сетiн ќосылыстарда ќолданады. Орташа сериялы-лар жењiл сериялымен салыстырѓанда тiстерi биiктеу єрi кµптеу болып келедi де, оны орташа к‰ш т‰сетiн ќо-сылыстарда ќолданады. Ауыр сериялы ќосылыстардыњ тiстерiнiњ саны кµп єрi биiк б2олып келедi жєне ондай ќосылыстар ауыр ж±мыс жаѓдайына арналѓан. Шлицалыќ ќосылыстар ќозѓалмалы болса, яѓни м±нда тµлке бiлiк бойымен жылжымалы (берiлiс ќорабы-ныњ тiстi дµњгелегi, тарату ќорабы, ќосќыш жєне ажыратќыш муфтiлер), ал ќозѓалмайтын болса, онда ж±мыс процесiнде тµлке бiлiк бойымен жылжымайтын болуы ќажет. Технологиялыќ жєне пайдалану талаптарына байланысты бiлiк пен тµлкенiњ центрленуi ‰ш єдiстiњ бiреуiмен: сыртќы диаметр D, iшкi диаметр d, жєне ќаптал жаќтаулары b бойымен iске асырылады (19-сурет).
18-сурет. Тiк ќапталды профильдi шлицалыќ ќосылыс-тардыњ негiзгi µлшемдерi
19-сурет. Шлицалыќ ќосылыстарды центрлеу єдiстерi: а-сыртќы диаметр бойынша; б-iшкi диаметр бойынша; b-ќаптал жаќтаулары бойынша
Егерде тµлке термиялыќ жолмен µњделмей, оныњ материалыныњ ќаттылыѓы тарту жолымен µњделетiн болса, онда тµлкенiњ тµменгi диаметрiнiњ дєл µлшемiн сыртќы диаметр D бойынша центрлеу ±сынылады. Егерде тµлке жоѓары ќаттылыќ пен дєл µлшемдi болатын болса, онда iшкi диаметр d бойынша центрлеуде iштей ажарлауды ќолданѓан д±рыс. М±ндай кезде бiлiк, шлицалы ажарлаѓыш станокта µњделiп, бiлiктiњ iшкi диаметрiнiњ дєл µлшемiн алу м‰мкiндiгi туады. Б±л єдiс жоѓары дєлдiктi центрлеумен ќамтамасыз еткенiмен шлицалыќ бµлшектердi жасау ќ±ны едєуiр µсiп кетедi. Тiстiњ ќаптал жаќтаулары b бойынша центрленуi бiлiк пен тµлкенiњ центрленуiмен ќамтамасыз етпегенiмен, тiстердiњ арасына т‰сетiн к‰штердiњ бiрќалыпты бµлiнуiне м‰мкiндiк бередi. М±ндай єдiстер ‰лкен айналдыру моментiнiњ берiлiсiнде немесе єрт‰рлi белгiдегi к‰штер т‰скенде ќолдану ±сынылады. Ќажеттi жаѓдайларда бiр мезгiлде шлицаныњ ќапталды беттерiмен жєне диаметрлердiњ бiрiмен центрлеуге болады. Бiраќ м±ндай шлицалы ќосылыстыњ дєлдiгiн кµтеруден, оныњ жасау баѓасыныњ к‰рт µсуiне байланысты ол техникалыќ жєне экономикалыќ жаѓынан негiздеудi ќажет етедi. Центрлеу єдiстерiне байланысты бiлiк пен тµлкенiњ дєлдiк шегi алањыныњ ‰йлесiмдi стандартталѓан ќатарлары тµмендегiше ќарастырылѓан: iшкi диаметр бойынша центрленуiндегi- центрленушi d диаметрiнiњ отырѓызылулары: b енi бойынша отырѓызылулары: сыртќы диаметр бойынша центрленуiндегi – центрленушi D диаметрiнiњ отырѓызылулары: b енi бойынша отырѓызылулары:
тiстiњ ќаптал жаќтаулары бойынша центрленуiндегi – b енi бойынша отырѓызылулары:
Центрленбейтiн диаметрлерiнде дєлдiк шегi алањы стандартталѓан: D немесе b бойынша центрленгенде d бойынша тµлкенiњ дєлдiк шегi алањы – Н11, d бiлiгiнiњ диаметрi – d1-ден кем болмаса; d немесе b бойынша центрленгенде D бойынша тµлкенiњ дєлдiк шегi алањы – Н12, D бойынша бiлiктiкi – а11. Барлыќ ±сынылѓан центрленетiн элементтер бойынша отырѓызулар кепiлдi сањылаумен ќамтамасыз етiлген. Бiлiк пен тµлкенiњ тiк ќапталды шлицалыќ ќосылысындаѓы белгiлеулерiнде: центрленетiн беттiњ єрiппен белгiленуi; одан соњ тiстiњ саны, содан кейiн бiлiк пен тµлкенiњ ќосылысындаѓы d, D жєне b-ныњ номиналды µлшемдерi, номиналды µлшемдердiњ жанында отырѓызудыњ дєлдiк шегi алањы белгiленедi. Центрленбейтiн диаметрлердiњ дєлдiк шектерiнiњ белгiленуiн кµрсетпесе де болады. Шлицалы ќосылыстардыњ белгiленуiнiњ мысалдары:
1)
м±ндаѓы d – центрленушi диаметр, z=8 – тiстер саны; d=32 - iшкi диаметр; D=36 – сыртќы диаметр; b=6-тiстiњ енi. Осы ќосылыстаѓы тµлкенiњ шартты белгiленуi – d-8x32H7x36H12x6D9; осы ќосылыстаѓы бiлiктiњ шартты белгiленуi – d-8x32f7x36a11x6h9;
2) 3)
Мысал. Берiлгенi: Шлицалыќ ќосылыстыњ шартты белгiленуi
Шешуi:
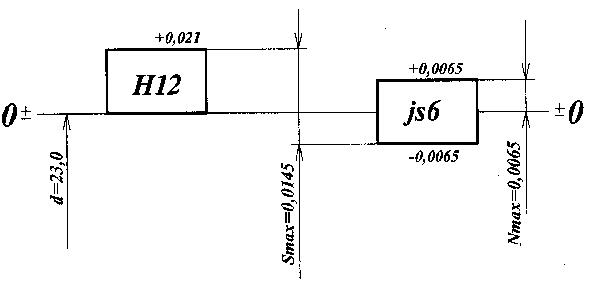
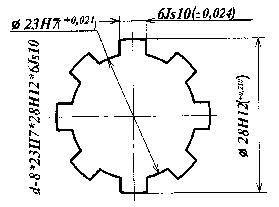
7.1. Шлицаныњ негiзгi элементтерiнiњ номиналды µлшем-дерiн жєне отырѓызылуын 4.56-кестесiнен [2, 781 б.] аныќтаймыз: шлицалыќ ќосылыстыњ диаметрi D=28 мм; шлицаныњ енi b=6 мм; центрлеу - iшкi диаметрдiњ Js10/d10 жєне тiстiњ енiнiњ H7/js6 отырѓызылулары бойынша центрленедi. 7.2. Шлицалыќ ќосылыстыњ шартты белгiсi бойынша оныњ негiзгi элементтерiнiњ дєлдiк шегiнiњ алањдарын, ал стандарт кестесi бойынша оны жасаудыњ шектi ауытќуларын аныќтап, шешiмдерiн 7-кестеге т‰сiремiз. 7-кесте.
7.3. Центрлену арќылы ќабысатын бµдшектердiњ дєлдiк шегi алањыныњ орналасу схемасын бейнелеймiз (20-сурет). 7.4. Ќабысудыњ ќ±растырмалы жєне жеке эскизiн бейнелеймiз (21-сурет).
20-сурет. Дєлдiк шегi алањыныњ орналасу схемасы
21-сурет. Ќабысудыњ ќ±растырмалы жєне жеке эскизі 14- Практикалыќ сабаќ Таќырыбы: ''¤лшемдiк тiзбектердiњ есептелуi''
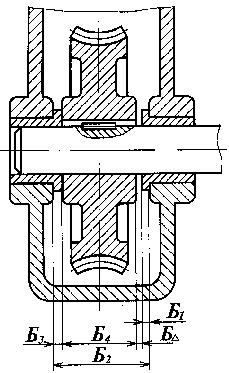
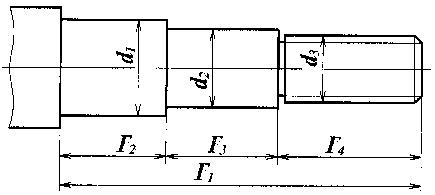
¤ткен таќырыптарда екi бµлшектiњ - бiлiк пен тесiктiњ µзара ќабысуларын ќарастырѓанбыз. Бiраќ машиналар мен механизмдердегi бµлшектердiњ осьтерi мен беттерiнiњ µзара орналасуы кµптеген µлшемдер ќабысуына байланысты. Б±л µлшемдердiњ барлыѓыныњ дєлдiк шегiн аныќтау µте ќиын. Сондыќтан б±л тапсырмаларды шешуде µлшемдер талдауы ќолданылады. Осьтер мен беттердiњ µзара орналасуыныњ ќонымды дєлдiк шегiн табу, олардыњ µзара ауыстырымдылыѓын ќамтамасыз етiп ќана ќоймай ќ±растыру процесiнде жењiлдетiп, машинаны пайдаланудыњ сапасын арттыруѓа да себiн тигiзедi. ¤лшемдердi талдауды ќолданудыњ машина жµндеуде, яѓни осьтер мен беттердiњ бастапќы µзара орналасуын ќалпына келтiруде ‰лкен мєнi бар. ¤лшемдiк талдау µлшемдiк тiзбектердi есептеу мен ќ±растыруѓа негiзделiп ГОСТ 16319-760 ‘‘¤лшемдiк тiзбектер. Негiзгi н±сќалар. Терминдер, белгiлеулер мен аныќтамалар’’ бойынша ќалыптастырылѓан. ¤лшемдiк тiзбек деп бµлшектердiњ, жалпы машиналар немесе механизмдердiњ беттерi мен осьтерiнiњ µзара орналасуы бойынша алѓа ќойѓан тапсырманы шешуге тiкелей ќатысты т±йыќталѓан контурды ќ±раушы µлшемдер жиынтыѓын айтамыз. Звенолар - µлшемдiк тiзбектi ќ±раушы µлшемдер. Т±йыќтаушы деп тапсырма берiлуiндегi бастапќы жєне бµлшектердi жасауда немесе ќ±растыруда соњынан табылатын звеноны айтамыз. Ќалѓан звенолар ќ±растырушылар деп аталады. Тiзбекке кiретiн звеноларды орыс єлiпбиiнiњ бiр єрпiмен белгiлеу ќабылданѓан. 22-суретте редуктор торабындаѓы єрт‰рлi бµлшектердiњ осьтерi мен беттерiнiњ µзара орналасуыныњ аныќталуы мен µдшемдiк тiзбектi ќ±растырудаѓы µлшемдерi кµрсетiлген. 23-суретте сатылы бiлiкшенiњ сызбасында бiр бµлшектiњ осьтерi мен беттерiнiњ µзара орналасуыныњ µлшемдiк тiзбектi ќ±рауы кµрсетiлген. Ќойылѓан тапсырмаѓа байланысты µлшемдiк тiзбектер конструкторлыќ, технологиялыќ немесе µлшеулiк болуы м‰мкiн. Констуркторлыќ µлшемдiк тiзбекке мысал ретiнде редуктордыњ µлшемдiк тiзбегiн (22-сурет) алуѓа болады. Редуктордыњ µлшемдiк тiзбегiнде т±йыќтаушы звено ретiнде Б - червякты дµњгелек пен тiректi тµлкенiњ арасындаѓы сањылауды алуѓа болады. Себебi, ол барлыќ бµлшектердi Б1, Б2, Б3, Б4 µлшемдерiмен жасап, оларды ќ±растырѓаннан кейiн табылады. Технологиялыќ µлшемдiк тiзбекке мысал ретiнде сатылы бiлiкшенiњ (23-сурет) µлшемдiк тiзбегiн алуѓа болады. Сатылы бiлiкшенiњ µлшемдiк тiзбегiндегi ќай звеноныњ т±йыќтаушы болуын ќабылдау, оны жасаудаѓы технологиясына байланысты. Егер бiлiкше алдымен d1 диаметрiнде Г1 ±зындыѓында, одан кейiн d2 диаметрiнде (Г1-Г2) ±зындыѓында, соњында d3 диаметрiнде (Г1-Г2-Г3) ±зындыѓында µњделетiн болса, онда ењ соњында Г4 µлшемi табылады да, осы µлшем т±йыќтаушы болады. Ќ±растырушы звенолар т±йыќтаушы звеноѓа єрт‰рлi єсер етедi. Мысалы, Б2 µлшемiн ±зартќаннан (22-сурет), басќа µлшемдерi т±раќты болып ќалѓанда, т±йыќтаушы звено µседi. Егер Б1, Б3 немесе Б4 µлшемдерiнiњ кез келгенiн µсiргенде, басќа звенолардыњ µлшемдерi т±раќты болып ќалатын болса, онда т±йыќтаушы звено кiшiрейедi. Звеноларды ±зартќаннан т±йыќтаушы звенода µсетiн болса, онда оны ‰лкейткiш дейдi. Ал, егер звеноларды ±зартќаннан т±йыќтаушы звено кiшiрейетiн болса, онда оны кiшiрейткiш дейдi. Егер звенолар сызыќтыќ µлшемдер ретiнде болса, онда оларды сызыќтыќ µлшемдiк тiзбектер дейдi, ал егер олардыњ звенолары б±рыштыќ µлшемдер ретiнде болса, онда оларды б±рыштыќ µлшемдiк тiзбектер дейдi. Таѓы да жазыќты жєне кењiстiктi µлшемдiк тiзбектер болады.
22-сурет. Ќ±растырмалы µлшемдiк тiзбек
23-сурет. Бµлшектi µлшемдiк тiзбек
Жазыќты µлшемдiк тiзбектердегi сызыќтыќ µлшемдер бiр-бiрiне б±рыш жасап баѓытталады да, бiр немесе бiрнеше параллельдi жазыќтыќтарда орналасады. Ал кењiстiктi µлшемдер тiзбегi бiр-бiрiне параллельдi емес жазыќтыќтарда орналасады. ¤лшемдiк тiзбектi ќ±растыру т±йыќтаушы звеноны табудан басталады, себебi оныњ µлшемiнiњ дєлдiгiне белгiлi бiр техникалыќ талаптар ќойылады. Осыѓан орай берiлген механизмдер мен бµлшектердiњ ж±мыс сапасы аныќталады. Т±йыќтаушы звеноныњ µлшемi, ќ±растырушы звенолардыњ µлшемдерiне байланысты болѓандыќтан, т±йыќтаушы звеноныњ дєлдiгiн ќамтамасыз ету ‰шiн єрбiр ќ±растырушы звеноныњ ќажеттi дєлдiгiн аныќтау ќажет. Конструкциялау процесiндегi µлшемдiк тiзбектi есептеуде тiкелей жєне керiсiнше есептеулердi шешуге тура келедi. Тiкелей есептеуде барлыќ ќ±растырушы звенолардыњ дєлдiк шегi мен шектi ауытќулары т±йыќтаушы звеноныњ белгiлi дєлдiк шегi мен шектi ауытќулары арќылы шешiледi. Керi есептеуде т±йыќтаушы звеноныњ дєлдiк шегi мен шектi ауытќулары барлыќ ќ±растырушы звенолардыњ белгiлi дєлдiк шегi мен шектi ауытќулары арќылы шешiледi. Б±л есептеу тiкелей есептеудi шешуде ќ±растырушы звенолар ‰шiн табылѓан дєлдiк шектерi мен шектi ауытќуларыныњ д±рыс белгiленуiн тексеруде ќолданылады.
Поиск по сайту: |
 (23)
(23)

 ;
;  ;
; ;
; ;
;  ;
;
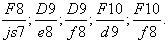
 ; (D бойынша центрлену);
; (D бойынша центрлену); (b бойынша центрлену).
(b бойынша центрлену).