|
|
|
Архитектура Астрономия Аудит Биология Ботаника Бухгалтерский учёт Войное дело Генетика География Геология Дизайн Искусство История Кино Кулинария Культура Литература Математика Медицина Металлургия Мифология Музыка Психология Религия Спорт Строительство Техника Транспорт Туризм Усадьба Физика Фотография Химия Экология Электричество Электроника Энергетика |
Преимущества и недостатки применения пластинчатых скребков
ДЕПАРАФИНИЗАЦИЯ ОБОРУДОВАНИЯ ПРИ ГЛУБИННОНАСОСНОЙ ЭКСПЛУАТАЦИИ СКВАЖИН Механизированная добыча нефти в настоящее время осуществляется поршневыми глубинными насосами и погружными электрическими центробежными насосами. Депарафинизация подъемных труб в скважинах с центробежными насосами производится аналогично фонтанным скважинам, т. е. при помощи различных скребков, спускаемых в лифтовые трубы на проволоке, а также некоторыми другими методами, описанными выше. В скважинах, оборудованных глубинными штанговыми насосами, отлагающийся на трубах и штангах парафин удаляется в основном двумя способами: механическим и термическим. Кроме указанных двух методов, применяют также и другие методы, рассчитанные в основном на предупреждение отложения парафина на штангах и трубах. Механические способы депарафинизации Механический способ депарафинизации глубиннонасосного оборудования включает в себя применение различных скребков, укрепляемых на колонне насосных штанг, а также применение шагающего скребка, движущегося автоматически по колонне насосных штанг. Так как в настоящее время в глубиннонасосной эксплуатации скважин находят распространение как сплошные, так и полые штанги (при использовании последних поднимаемая из скважины нефть движется внутри них), то следует отметить, что способ борьбы с парафином при помощи скребков применим лишь для сплошных штанг. Оборудование скважины при этом не отличается от обычного оборудования глубиннонасосных скважин. Разница состоит лишь в том, что на колонне штанг укрепляют скребки той или иной конструкции. Спускают скребки на такую глубину, чтобы интервал отложения парафина перекрывался на 50—100 м. При работе глубиннонасосной установки расположенные в интервале отложения парафина скребки перемещаются вместе со штангами и в зависимости от их принципа действия тем или иным способом удаляют отложившийся парафин со стенок насосных труб. При этом в зависимости от конструкции одни из применяемых скребков совершают лишь возвратно-поступательное движение, а другие наряду с этим вращательное движение. Чтобы скребки очищали всю зону отложения парафина, расстояние между ними устанавливается равным длине хода плунжера или несколько меньшим (3—5 см). Пластинчатые скребки, укрепляемые на штангах Пластинчатые скребки в сочетании со штанговращателем нашли за последнее время весьма широкое применение на многих промыслах Советского Союза и за рубежом как наиболее простое, дешевое и надежное средство депарафинизации в глубиннонасосной добыче нефти.
Пластинчатый скребок (рис. 23) представляет собой металлическую пластину из 2,5—3-мм листового железа, имеющую три хомутика для крепления пластины к штанге; длина пластины 200—400 мм, ширина в зависимости от диаметра применяемых насосных труб меняется от 52 до 64 мм. Чтобы при движении скребок не задевал о стыки насосных труб, в верхней и нижней частях пластины сделаны скосы.
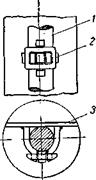
Как видно из конструкции пластинчатых скребков, последние имеют лишь две режущие поверхности — боковые грани самой пластины, а следовательно, они способны обеспечить очистку поверхности насосных труб лишь при условии вращения самих скребков вокруг оси штанг. Так как скребки закрепляются на штангах неподвижно, то необходимое вращение скребков достигается вращением колонны самих штат при помощи штанговращателя, который подвешивается к головке балансира станка-качалки. Штанги заклиниваются в роторе штанговращателя и при его повороте также поворачиваются на некоторый угол один раз за время одного качания при движении штанг вниз. При ходе штанг, а следовательно, и пластин снизу вверх поворота не происходит, поэтому скребки срезают парафин лишь по узкой линии, соответствующей толщине скребка. При движении колонны штанг вниз, которое сопровождается их вращением, скребки срезают парафин с поверхности трубы по винтовой линии. Обычно полный оборот скребка совершается за 10—20 качаний, в результате чего скребки срезают весь парафин, успевший осесть за это время на стенках труб. Из широко применяемых конструкций штанговращателя можно выделить три основных типа: дисковые штанговращатели, цилиндрические и штанговращатели с червячным механизмом. Дисковый штанговращатель (рис. 24) состоит из ротора 4, корпуса 2, толкателя 5, предохранителя 3 и упора 1. Конструкция корпуса штанговращателя позволяет осуществить крепление
Рис. 24. Дисковый штанговращатель. его при помощи цепной или канатной подвески к головке балансира станка-качалки. Внутри корпуса находится упорный подшипник, на который опирается штангодержатель с обоймой и сухарями, зажимающими полированный шток, для чего последний проходит внутри корпуса штангодержателя. Штангодержатель представляет собой диск с радиальными зубьями, выполненными по всей окружности, и связан с ротором, помещающимся в гнезде корпуса. Корпус снабжен двумя горизонтальными неподвижными осями. На одной из них монтируется толкатель — рычаг, один конец которого снабжен зубом, а другой — удлиненный — присоединяется к гибкой тяге, прикрепленной к поясу или ноге вышки. Удлиненный конец рычага может также оставаться свободным и приводится в движение специальным упором, устанавливаемым около устья скважины. На противоположной горизонтальной оси посажен свободно предохранитель, представляющий собой зуб, фиксирующий поворот ротора, что предупреждает его обратный поворот и предохраняет штанги и плунжер от отвинчивания.
Цилиндрический штанговращатель (рис. 25) отличается от дискового тем, что его поворотный механизм состоит из зубчатого храпового колеса, связанного со штангодержателем, и собачки, помещенной в специальной рамке, называемой толкателем. Толкатель соединяется с двумя гибкими тягами, одна из которых служит для поворота штанг, а другая — для возврата толкателя в исходное положение.
Штанговращатели обеих конструкций весьма просты по устройству и могут быть изготовлены в условиях мастерских. Показав хорошие результаты, они нашли широкое применение на нефтяных промыслах восточных районов.
Штанговращатель с червячным механизмом (рис. 26),предложенный Н. П. Маринченко, нашел применение на нефтяных промыслах Краснодар- Штанговращатель с червячной передачей, имея меньшие габариты и вес, менее трудоемок в изготовлении. Кроме того, использование стандартной канатной подвески снижает его стоимость и делает возможным производить динамометрирование при помощи карманного динамографа. Метод непрерывной очистки нефтяных скважин пластинчатыми скребками применяют также и за рубежом, в частности на Чтобы увеличить поверхность трубы, очищаемой скребком, авторы предлагают увеличить его торцовую поверхность (рис. 28). Скребок такой формы должен очищать трубы не только за счет поворота скребка относительно
Рис. 27. Варианты крепления пластинчатых скребков к штангам. пластины;
2 — замок для крепления з — пластина. оси штанг, но и за счет его перемещения в вертикальном направлении при движении колонны штанг, что значительно повы-шает эффективность работы скребков. Проведенный в 1959 г. сотрудником УфНИИ канд. техн. наук Н. Н. Репиным анализ работы пластинчатых скребков в сочетании со штанговращателем показал, что удовлетворительная очистка насосных труб пластинчатыми скребками может быть получена лишь при условии равномерного поворота диска штаиговра-щателя за все время хода полированного штока. Это в первую очередь зависит от правильного выбора места закрепления неподвижного конца гибкой тяги, оттяжки, благодаря которой диск штанго вращателя поворачивается. Неправильное закрепление оттяжки приводит к тому, что в начале хода полированного штока оттяжка провисает и поворот диска штанговращателя, а следовательно, и скребков происходит лишь в конце хода. В результате каждый скребок полностью очищает лишь верхнюю или нижнюю часть своего участка труб, а остальная часть, в которой очистка производится лишь торцовой кромкой скребка, постепенно запарафи-нивается. В результате анализа кинематической схемы работы штанговращателя было установлено, что оптимальными точками закрепления неподвижного конца оттяжки являются точки, лежащие в горизонтальной плоскости, проходящей через диск штанговращателя в его крайнем верхнем или нижнем положении. Было также выявлено, что для удовлетворительной работы пластинчатых скребков следует правильно выбрать угол поворота штанговращателя за один ход. Неправильно установленный угол поворота, например в 90° или в 45°, приведет к тому, что скребок будет обрабатывать при каждом следующем полном обороте те участки, которые уже очищены им во время предыдущего оборота, оставляя промежуточные полосы неочищенными. Поэтому автором было предложено при установке угла поворота диска штанговращателя пользоваться принципом некратности угла поворота числу 2я, т. е. диск штанговращателя должен поворачиваться на такое число зубьев, которое некратно суммарному числу зубьев. Частным вариантом принципа некратности может являться поворот диска штанговращателя при каждом ходе на один зуб. При этом удовлетворительная очистка труб от парафина может быть получена при условии, что поворот диска штанговращателя на один зуб будет соответствовать перемещению скребка по поверхности трубы на величину, равную толщине пластины. В этом случае те участки трубы, которые не будут обработаны при повороте скребка, будут обработаны торцами пластины. Число зубьев штанговращателя при его проектировании должно быть принято n= pd/d где п — число зубьев штанговращателя; d — внутренний диаметр насосных труб в мм; d — толщина скребковой пластины в мм. Применение пластинчатых скребков в сочетании со штанго-вращателями позволяет осуществить непрерывную автоматическую очистку насосных труб от парафина, давая большой эффект не только на высокодебитных скважинах, но и на скважинах с дебитом до 2—3 т/сутки. В результате их применения достигается значительное увеличение межремонтного периода работы скважин от нескольких недель до многих месяцев, обеспечивается стабильность дебитов, уменьшаются затраты на подземный ремонт скважин не только за счет увеличения межремонтного периода, но и за счет уменьшения объема работ по ликвидации таких аварий, как частые обрывы штанг, заклинивание плунжера и штанг парафином при подъеме их из подъемной колонны; кроме того, с применением штанговращателей увеличивается срок службы глубинного насоса в связи с равномерным износом втулок и плунжера. Непрерывное удаление парафина из насосных труб обеспечивает постоянство нагрузки на головку балансира, вследствие чего отпадает необходимость в изменении уравновешивания балансира станка-качалки; нагрузка двигателя остается постоянной. Однако, несмотря на указанные выше хорошие результаты, полученные при использовании пластинчатых скребков, вопрос непрерывной очистки подъемных труб от парафина полностью еще не решен, потому что пластинчатые скребки существующей конструкции не являются самоочищающимися и парафин все же откладывается на поверхности самих скребков и на штангах. Кроме того, наблюдается износ самих скребков вследствие их трения о поверхность насосных труб, так как твердость материала скребков значительно ниже, чем подъемных труб. К недостаткам этого метода относятся также затруднения, возникающие при спуске штанг с пластинчатыми скребками, случаи аварий при заклинивании колонны штанг в результате отрыва скребков от штанг, неудовлетворительная очистка труб от парафина вследствие сдвига скребков по штанге. По указанным причинам все же приходится через определенный период времени поднимать трубы и штанги на поверхность для их очистки от парафина и менять скребки. Такой подъем в зависимости от термодинамических условий выделения парафина в насосных трубах производится через 3— 8 месяцев и обычно приурочивается ко времени смены насоса при условии нормальной работы пластинчатых скребков.
3 Где и в каком году пробурена первая в мире скважина электробуром Островского? Другая замечательная буровая машина — электробур, изобретенный инженерами А. П. Островским и Н. В. Александровым. Первые нефтяные скважины пробурили электробуром в 1940 г. У этой машины колонна труб тоже не вращается, работает только сам буровой инструмент. Но вращает его не водяная турбина, а электрический двигатель, помещенный в стальную рубашку — кожух, заполненный маслом. Масло все время находится под высоким давлением, поэтому окружающая вода не может проникнуть в двигатель. Чтобы мощный двигатель мог поместиться в узкой нефтяной скважине, пришлось делать его очень высоким, и двигатель получился похожим на столб: диаметр у него, как у блюдца, а высота—6-7 м. Билет № 35
Поиск по сайту: |



 Работает штанговращатель следующим образом. Во время хода полированного штока вверх удлиненный конец рычага спускается свободно вниз, а зуб рычага выходит из зацепления с ротором, поворота при этом не происходит. Положение ротора фиксируется предохранителем. При ходе штока вниз рычаг при помощи тяги или упором поднимается вверх и его зуб, войдя в зацепление с ротором, поворачивает последний на некоторый угол.
Работает штанговращатель следующим образом. Во время хода полированного штока вверх удлиненный конец рычага спускается свободно вниз, а зуб рычага выходит из зацепления с ротором, поворота при этом не происходит. Положение ротора фиксируется предохранителем. При ходе штока вниз рычаг при помощи тяги или упором поднимается вверх и его зуб, войдя в зацепление с ротором, поворачивает последний на некоторый угол.