|
|
|
Архитектура Астрономия Аудит Биология Ботаника Бухгалтерский учёт Войное дело Генетика География Геология Дизайн Искусство История Кино Кулинария Культура Литература Математика Медицина Металлургия Мифология Музыка Психология Религия Спорт Строительство Техника Транспорт Туризм Усадьба Физика Фотография Химия Экология Электричество Электроника Энергетика |
Методы и объёмы испытаний контрольных сварных технологических проб. Организация неразрушающего контроля качества сварки⇐ ПредыдущаяСтр 17 из 17
Е1 Методы и объёмы испытаний контрольных сварных технологических проб Е1.1 Для проверки качества каждой партии сварочных материалов, поступивших на завод, и при необходимости корректировки применяемых на заводе технологий и режимов сварки следует проводить испытания контрольных сварных технологических проб с определением механических свойств металла шва и соединений согласно указаниям 11.10 настоящего СТО. Е1.2 При испытании стыковых соединений на контрольных пробах определяют: а) по металлу шва - предел текучести sт, временное сопротивление sв, относительное удлинение s5; б) по сварному соединению - временное сопротивление, угол статического загиба, ударную вязкость по оси шва и по линии сплавления KCU, твердость HV. При испытании угловых и тавровых соединений на контрольных пробах определяют: а) твердость по Виккерсу ( HV) сварного соединения при любых катетах швов; б) предел текучести, временное сопротивление и относительное удлинение для швов с катетами 12 мм и больше на образцах типа I-V по ГОСТ 6996. При испытании стыковых соединений двухслойной коррозионно-стойкой стали на контрольных сварных технологических пробах определяют: а) по металлу шва основного слоя стали 09Г2С - предел текучести, временное сопротивление и относительное удлинение; б) по сварному соединению - временное сопротивление, угол статического загиба на образце с поперечным швом при расположении плакирующего слоя внутри, ударную вязкость по оси шва, твердость - по зонам соединения. На макрошлифах, сделанных для замера твердости, вырезанных из контрольных сварных стыковых и тавровых технологических проб, проверяется также обеспечение требуемого проектом проплавления соединяемых деталей, коэффициент формы провара, наличие или отсутствие макротрещин и твердость HV. Глубина провара основного металла в швах тавровых, угловых и нахлесточных соединений должна быть не менее 1 мм. Изготовление образцов и определение механических свойств контрольных сварных технологических проб производится в соответствии с ГОСТ 6996. Е1.3 Для стыковых соединений контрольные технологические пробы сваривают из листа толщиной 14 и 25 мм. Контрольные угловые и тавровые соединения должны изготавливаться из металла максимальных и минимальных толщин, используемых при изготовлении конструкций, в сочетании с проектными катетами углового шва, которые обеспечивают получение максимальных и минимальных скоростей охлаждения. Е1.4 Сварку контрольных проб выполняют аттестованные на I уровень сварщики в присутствии руководителя сварочных работ и представителя Мостовой инспекции с оформлением Акта по форме, указанной в приложении К настоящего СТО. Контрольные сварные пробы маркируют, контролируют внешним осмотром, а стыковые, кроме того, проходят ультразвуковой контроль, после чего изготавливают по ГОСТ 6996 соответствующие образцы, маркируют их и отправляют на испытания. По результатам испытаний заводу должны быть выданы заключения о возможности применения конкретных партий сварочных материалов и применяемой технологии сварки, а также протоколы испытаний по каждой сварной технологической пробе. Е1.5 Заготовки для образцов следует вырезать из специально изготовленных контрольных технологических проб, которые полностью повторяют реальные цеховые условия сварки элементов (сочетания толщин металла, подготовка кромок, основные и сварочные материалы, режимы сварки). Рекомендуется длину пластин для контрольных сварных стыковых технологических проб принимать равной 1000 мм, но не менее 700 мм. Ширина каждой пластины должна быть: 250 мм при толщине металла 14 мм; 300 мм при толщине металла 25 мм. Е1.6 Для определения механических свойств должны изготавливаться образцы согласно ГОСТ 6996. По каждому виду испытаний должно быть изготовлено не менее 3 образцов, а для испытаний на ударный изгиб - по 6 образцов с надрезом по оси шва и по линии сплавления. Е1.7 Для испытания на статическое растяжение изготавливают: цилиндрические образцы типа I и II (рисунок Е1, таблица Е1). плоские образцы типа XII или XIII (рисунок Е2, таблица Е2).
Рисунок Е1 - Образец для испытания металла шва на статическое растяжение Таблица E1 Размеры в мм
а - образец XII типа; 6 - образец XIII типа Таблица Е2 Размеры в мм
Е1.8 На статический изгиб с поперечным швом изготавливают образцы типа XXVII (рисунок Е3, таблица Е3)
Рисунок Е3 - Образец для испытания сварного соединения на статический изгиб Таблица Е3 Размеры в мм
Е1.9 Для испытания на ударный изгиб изготавливают образцы типов VI или VII по ГОСТ 6996 (рисунок Е4). Надрезы располагают по оси шва и по линии сплавления со стороны облицовочного прохода в шве, выполненном односторонней сваркой, или со стороны, заваренной последней, при двусторонней сварке.
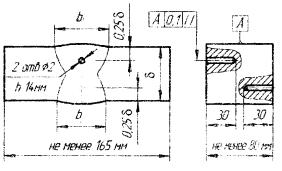
а - образец для металла шва толщиной 10 мм и более; б - образец для металла шва толщиной менее 10 мм. Заготовки для образцов со стороны расположения надреза обрабатывают фрезерованием на глубину не более 1 мм от поверхности проката. Разметку для нанесения надреза по оси шва и по линии сплавления производят по макрошлифам, изготовленным на боковых гранях сечением 10 ´10 мм, обработанных шлифованием с чистотой поверхности не ниже Ra0,4. Надрезы на образцах Менаже надлежит выполнять способами, обеспечивающими строгое соблюдение геометрии надреза по ГОСТ 6996 для автодорожных, городских и пешеходных мостов. Для железнодорожных и совмещенных мостов надрезы выполняют специальными дисковыми фрезами. При разметке и выполнении надреза по линии сплавления необходимо, чтобы основание надреза упиралось в линию сплавления шва с основным металлом на глубине 2 мм от верхней плоскости образца на его обеих боковых гранях. Образцы, не удовлетворяющие данному требованию, к испытаниям не допускаются. При автоматической сварке вертикальных (наклонных) стыковых технологических проб с принудительным формированием шва в медных охлаждаемых ползунах, надрезы в образцах Менаже их этих проб располагают вдоль толщины листа (см. рисунок 15 ГОСТ 6996). Е1.10 Для изготовления макрошлифов и замеров твердости металла сварного соединения вырезают темплеты, включающие металл шва, околошовную зону и основной металл (рисунок Е5).
а - толщина основного металла, мм; с - от 2 до 4 мм. Е1.11 Схема вырезки образцов из контрольных сварных технологических проб приведена на рисунке Е6. Окончательную обработку образцов следует выполнять механическим способом с принятием мер, предупреждающих поверхностное упрочнение или чрезмерный нагрев металла. На поверхности образца не должно быть рисок или надрезов, расположенных поперек его продольной оси.
1 - образцы на ударный изгиб; 2 - макрошлифы; 3 - цилиндрические образцы; 4 - плоско-разрывные образцы; 5 - гибовые образцы При вырезке образцов газовой резкой необходимо предусмотреть припуски, исключающие влияние теплового воздействия на металл шва и околошовной зоны: не менее 8 мм при толщине металла 14 мм и не менее 14 мм при толщине металла 25 мм от рабочей части каждого образца. Усиление шва в плоских образцах должно сниматься заподлицо с основным металлом механическим способом с двух сторон в направлении поперек шва. Е1.12 Перед испытанием все готовые образцы должны быть тщательно осмотрены, замерены, замаркированы. На образцах не должно быть видимых дефектов сварки (пор, шлаковых включений, непроваров, подрезов, трещин), грубых рисок от обработки, выводящих образец за указанный класс чистоты поверхности, перекоса головок, изгиба, неправильного расположения надреза и отступлений по размерам. Образцы с указанными дефектами бракуют и заменяют новыми. Е1.13 Проведение испытаний на растяжение, статический и ударный изгиб, точность измерения образцов, соблюдение требований к испытательным машинам, обмер образцов после испытаний, подсчет результатов испытаний и определение механических характеристик должны соответствовать: а) при испытании на статическое растяжение при нормальной температуре - ГОСТ 1497; ГОСТ 6996; б) при испытании на статический изгиб - ГОСТ 14019 и ГОСТ 6996; в) при испытаниях на ударный изгиб (ударную вязкость) - ГОСТ 9454, ГОСТ 6996. При оценке ударной вязкости по металлу шва и по линии сплавления сварных соединений результаты испытаний считаются положительными, если значения ударной вязкости по каждому образцу получены не менее 29 Дж/см2. При этом у одного из шести образцов с надрезом по линии сплавления допускается значение ударной вязкости не менее 24 Дж/см2. Снижение ударной вязкости менее 29 Дж/см2 у образцов с надрезом по оси шва не допускается. При невыполнении указанного условия проводятся повторные испытания на удвоенном количестве образцов. При повторных испытаниях на образцах с надрезом по линии сплавления допускается значение ударной вязкости не менее 24 Дж/см2 у двух из 12 испытанных образцов. Для образцов с надрезом по оси шва снижение ударной вязкости при повторных испытаниях не допускается. Результат повторных испытаний является окончательным. Е1.14 Твердость металла сварного соединения замеряют на макрошлифах, включающих металл шва, зону термического влияния и основной металл. При подготовке поверхности шлифа необходимо принимать меры против возможного изменения твердости испытуемого образца вследствие нагрева или наклепа поверхности при механической обработке. Твердость измеряют по Виккерсу ГОСТ 2999 или по Роквеллу ГОСТ 9013 на приборах, допущенных к работе госповерителем. Класс шероховатости по ГОСТ 2789 измеряемой поверхности макрошлифов образцов должен быть не ниже 10 ( Rz0,4...0,8) при измерении по Виккерсу и не ниже 6 ( Rz6,3...10) при измерении по Роквеллу. Сопоставление единиц твердости по Виккерсу, Роквеллу и Бринеллю приведено в приложении Г, п. 19. Замеры твердости следует производить по схемам, представленным на рисунке Е5; число точек по намеченным линиям при замерах твердости каждой зоны (шва, зоны термического влияния, включая линию сплавления, основного металла) должно быть не менее четырех. Е1.15 Испытания образцов сварных соединений на статическое растяжение считаются недействительными: - при разрыве образца по кернам (рискам), если при этом какая-либо характеристика по своей величине не отвечает установленным требованиям; - при разрыве образца в захватах испытательной машины или за пределами расчетной длины (при определении относительного удлинения); - при образовании двух и более мест разрыва; - при разрыве образца по дефекту; - при обнаружении ошибок в проведении испытаний или записи результатов испытаний. В указанных случаях испытание должно быть повторено на изготовленных от той же партии образцах. Число дополнительных образцов должно соответствовать числу недействительных испытаний. При удовлетворительных результатах испытаний (по нормативным требованиям к механическим свойствам) наличие шлаковых включений, пор в изломе образца в пределах допусков по таблице 29 не является браковочным признаком. Наличие трещин в изломе образца при всех условиях является браковочным признаком. При неудовлетворительных результатах испытаний по одному или нескольким показателям свойств или образцов испытания повторяют по этим же показателям на удвоенном количестве образцов. Если и при этом результаты испытаний окажутся неудовлетворительными, то режимы сварки соединений или сварочные материалы должны быть признаны непригодными. Причины отклонений должны быть установлены проверкой качества основного металла, флюса, сварочной проволоки, электродов, а также проверкой режимов сварки. Проверку проводят сваркой технологических проб с применением сварочных материалов других партий и плавок. До выяснения причин отклонений механических свойств заводских сварных соединений применение проверяемой технологии сварки (конкретной партии сварочных материалов и режимов сварки) для изготовления мостовых конструкций должно быть приостановлено. Е1.16 Механические свойства сварных стыковых соединений должны удовлетворять требованиям 10.4 настоящего СТО. Е1.17 По требованию заказчика или проектной организации проверяют химический состав металла заводских сварных швов. Проба для определения химического состава может быть взята из любой части шва на расстоянии не меньше 50 мм от начала шва и 100 мм от конца шва. Разрешается брать пробу из швов образцов, сваренных для определения механических свойств. Перед взятием пробы поверхность металла должна быть тщательно очищена от противокоррозионных покрытий, масла, ржавчины, окалины и других загрязнений. На шве керном намечают границы для взятия пробы. Границы должны отстоять от линии сплавления на расстоянии 2,5-3 мм. Для установления контура при взятии пробы торцы вырезанных швов шлифуют и протравливают. Отбор проб для химического анализа (взятие стружки) возможен сверлением, строганием или фрезерованием. При этом следует пользоваться сухим и чистым инструментом, который не должен крошиться. Стружка при отборе проб должна быть как можно мельче; брать ее надо в количестве 50 г. Химический анализ металла сварных швов и основного металлопроката рекомендуется выполнять методом спектрального анализа по ГОСТ 22536.0. Определять химический состав металла заводских сварных швов и выдавать заключения по результатам анализа имеют право организации, указанные в Е1.4 настоящего Приложения. Вместе с данными по химическому составу металла швов и основного металлопроката следует указывать химический состав стали и сварочной проволоки по сертификатам заводов-изготовителей, а также марку флюса, применяемого при сварке контрольных технологических проб. Е2 Организация неразрушающего контроля качества швов Е2.1 Приемочный контроль качества сварных швов неразрушающими методами контроля выполняют специалисты лаборатории неразрушающего контроля качества (ЛКК). ЛКК подчиняется непосредственно главному инженеру завода и в своей деятельности должна быть независима от руководства цехов и участков, осуществляющих сборочно-сварочные работы. Лаборатория должна быть аттестована в независимых органах неразрушающего контроля, имеющих аккредитацию ОАО «НТЦ «Промышленная безопасность» на право выполнения работ на объектах по п. 7.1 перечня объектов по ПБ 03-372-00 (Металлоконструкции технических устройств, зданий и сооружений). Е2.2 ЛКК организуется и действует на основании «Положения о ЛКК», утвержденного главным инженером предприятия. В «Положении о ЛКК» должны быть, в частности, оговорены: - задачи и функции ЛКК; - права, обязанности, функции, ответственность работников ЛКК; - перечень закрепленных за ЛКК методов контроля; - перечень нормативной документации, которой руководствуется ЛКК в своей деятельности; - порядок эксплуатации, поверки (калибровки) и хранения средств неразрушающего контроля и другого оборудования ЛКК; - порядок оформления результатов контроля и передачи результатов контроля для выработки решений об устранении выявленных дефектов; - порядок ведения и хранения архива результатов контроля; - порядок представления ведомостей (заявок) на ультразвуковой и радиографический контроль сварных швов. Е2.3 Администрация завода должна выделить для ЛКК соответствующее помещение для хранения, ревизии и текущего ремонта измерительного инструмента, дефектоскопов и преобразователей, проведения подготовительных к контролю работ, оформления документации. Персоналу ЛКК должна выдаваться спецодежда. Помещение ЛКК должно быть оборудовано: - проводкой сети переменного тока; - стабилизатором питающего напряжения; - шиной заземления; - шкафами для повседневной, а также рабочей одежды и обуви; - стеллажами и шкафами для размещения и хранения измерительного инструмента, аппаратуры, образцов, запасных частей, документации. Помещение должно быть оснащено: - ультразвуковыми дефектоскопами и, при необходимости, рентгено- и гаммаграфической аппаратурой; - комплектами стандартных образцов предприятия (СОП); - вспомогательными приспособлениями для сканирования сварных соединений и измерения характеристик выявленных дефектов; - специальной справочной литературой и технической документацией; - электроизмерительной и радиотехнической аппаратурой, запасными частями и комплектующими изделиями для текущего ремонта и проверки дефектоскопов; - слесарным и радиомонтажным инструментом; - емкостями для приготовления и хранения контактирующей жидкости; - тележками для установки и транспортировки дефектоскопической аппаратуры; - канцелярскими принадлежностями; - обтирочным материалом и контактирующими жидкостями. Е2.4 Необходимое в ЛКК число дефектоскопов обуславливается числом бригад, функционирующих в ЛКК, и выбирается по таблице Е4. Таблица Е4
При наличии в подразделении более пяти дефектоскопов рекомендуется организовать участок текущего ремонта дефектоскопов и преобразователей. Е2.5 При контроле в условиях завода: - температура воздуха в зоне контроля должна быть не ниже плюс 5 °С; - вблизи места контроля не должно быть ярких источников света (работ по электросварке, резке и т.п.); - контроль не должен проводиться одновременно с работами, загрязняющими воздух и вызывающими вибрацию контролируемого соединения; - должны быть приняты меры к защите экрана дефектоскопа при работе в дневное время или при основном искусственном освещении от попадания прямого света; - при необходимости должны быть оборудованы леса и подмости, обеспечивающие удобное взаимное расположение дефектоскописта, аппаратуры и контролируемого соединения. Требования представителей ЛКК по созданию условий, необходимых для обеспечения надежности контроля, являются обязательными для исполнения. Е2.6 Ультразвуковой контроль заводских сварных соединений должен проводиться звеном из двух дефектоскопистов. Допускается выполнение контроля одним дефектоскопистом, если при этом гарантируется безопасность работы и достоверность результатов контроля. Е2.7 Швы, проверенные каждым звеном (дефектоскопистом) за смену, должны подвергаться выборочному инспекционному ультразвуковому контролю в объеме 5%, но не менее одного соединения. Инспекционный контроль выполняет дефектоскопист более высокого разряда или уровня квалификации. В случае обнаружения при инспекционном контроле неправильной оценки качества сварные швы, проверенные данным звеном (дефектоскопистом), должны быть подвергнуты этим звеном повторному контролю с выдачей новых заключений. Е3 Способы прозвучивания и чувствительность оценки при контроле стыковых соединений листов толщиной d = 10 ¸20 мм Способы прозвучивания преобразователями, выпускаемыми промышленностью (п = 15 мм)
Примечания 1 Контролю подлежат соединения при условии, что b 1 + b 2 £ 4,3 d - 36; 2 Контроль вести с двух сторон шва одной плоскости. Испытательные образцы для настройки чувствительности 1. Изготавливается из образна контролируемого соединения
2. Изготавливается из материала контролируемого соединения
Порядок настройки чувствительности оценки, которой соответствует показание аттенюатора | NXO| = | N0| - | D N| - |К g| 1. Измерить амплитуду эхо-сигнала от соответствующего цилиндрического отражателя в испытательном образце | N0|, отр.дБ. 2. Уменьшить показание аттенюатора на величину поправки чувствительности К g, определяемой по таблице:
3. Уменьшить показание аттенюатора на величину D N. 4. Убедиться. что мёртвая зона М £ 3 мм. Примечание . При применении испытательного образца первого вида D N = 0; при применении испытательного образца которого вида D N определяется по подразделу Е5 приложения Е. Е4 Способы прозвучивания и чувствительность оценки при контроле стыковых соединений листов толщиной d = 21 ¸50 мм Способы прозвучивания преобразователями, выпускаемыми промышленностью (п = 15 мм)
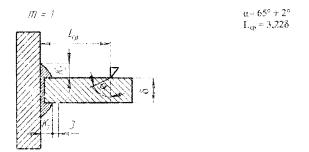
Примечания 1 Контролю подлежат соединения при соблюдении условия прозвучиваемости. 2 Контроль вести с двух сторон шва одной плоскости. Порядок настройки чувствительности оценки, которой соответствует показание аттенюатора | NXO| = | N0| + К g - | D N|: 1. Измерить амплитуду эхо-сигнала от цилиндрического отражателя на глубине 44 мм в стандартном образце ГСО-2 или OCO-23| N0|, дБ. 2. Определить но соответствующей SKN-диаграмме значение К g для Sэ = 3 мм2 и Н0 = 0,75 d при т = 0 и Н0 = 1,75 dпри при т = 1. 3. Уменьшить показание аттенюатора на значение К g, если величина К g отрицательная, или увеличить показание аттенюатора на значение К g, если величина его положительная. 4. Уменьшить показание аттенюатора на величину D N. 5. Убедиться, что мертвая зона М £ 3 мм при a = 65 ° ±2 ° и М £ 8 мм при a = 50° ±2 °. Примечание D N определяется по подразделу Е5 приложения Е. Е5 Методика оценки отношения коэффициентов прозрачности Отношение D N (в децибелах) коэффициентов прозрачности границы призмы преобразователя - металл контролируемого соединения и границы призмы преобразователя - металл образца, может быть оценено как разность между амплитудой эхо-сигнала от двугранного угла контролируемого соединения Nс и амплитудой эхо-сигнала от двугранного угла образца N0, если толщина контролируемого соединения и толщина образца не отличаются более чем на ±10%, т.е. | DN| = | Nс - N0|. Если контролируемое соединение и стандартный образец СО-2 (или СО-3Р) имеют различную толщину, то в образце контролируемого соединения на глубине 15 или 44 мм высверливают цилиндрическое отверстие диаметром 6 мм. Если контролируемое соединение и испытательный образец второго вида имеют различную толщину, то в образце контролируемого соединения высверливают цилиндрическое отверстие диаметром 2 мм на глубине, равной глубине расположения одного из отверстий в испытательном образце. Отношение D N коэффициентов прозрачности оценивают как разность амплитуд эхо-сигналов от цилиндрического отражателя, выполненного в образце контролируемого соединения Nс, и цилиндрического отражателя в стандартном или испытательном образце N0, т.е. | D N| = | Nс - N0|. Измерения Nс и N0 выполняют не менее трех раз. Если по каким-либо причинам нельзя оценить отношение коэффициентов прозрачности, то для поверхности проката принимают | D N| = 6 дБ. Е6 Способы прозвучивания и чувствительность оценки при контроле сварных тавровых соединений с полным проваром Контроль соединения выполняют в два этапа: этап 1 - контроль корня шва на отсутствие непровара; этап 2 - контроль сечений, прилегающих к валику, прямым и однократно отражённым лучом. ЭТАП 1
ЭТАП 2
Чувствительность оценки и мёртвую зону определяют в зависимости от толщины d привариваемого листа с учетом приложений Б и В. Примечание 1 При d £ 20 мм следует использовать испытательный образец второго вида с расположением отражателей на глубине Н01 = 0,75 d + 0,5К2; Н02 = 1,5 d ; Н03 = 1,75 d + 0,5К2; ориентировочные значения К g приведены в таблице.
2 При d ³ 22 мм следует использовать образны СО-2 или СО-2Р с соответствующими SKN -диаграммами: значения К gопределяют по SKN -диаграмме для S 0 = 3 мм2 и Н0 = 0,75 d + 0,5К2; Н0 = 1,5 d ; Н0 = 1,75 d + 0,5К2 в зависимости от этапа контроля и способа прозвучивания. Приложение Ж
Поиск по сайту: |