|
|
|
Архитектура Астрономия Аудит Биология Ботаника Бухгалтерский учёт Войное дело Генетика География Геология Дизайн Искусство История Кино Кулинария Культура Литература Математика Медицина Металлургия Мифология Музыка Психология Религия Спорт Строительство Техника Транспорт Туризм Усадьба Физика Фотография Химия Экология Электричество Электроника Энергетика |
Правка деформаций в сварных конструкциях
Общие положения 13.1 Возникающие в процессе сварки деформации принято разделять на две группы: а) общие, когда деформируется весь свариваемый элемент (укорачивается или изгибается); б) местные, когда деформируются отдельные части свариваемой конструкции (грибовидность, перекос полок, ромбовидность, домики, выпучивание). Любые виды деформаций, превышающих допуски на линейные размеры и геометрическую форму элементов и деталей, допускается исправлять термической и термомеханической правкой. 13.2 Температуру местного нагрева металла при термической и термомеханической правке следует принимать номинально: а) для термообработанных сталей (нормализация, закалка плюс отпуск) 700 °С; б) для горячекатаных сталей (700...900) °С. Рабочие-газоправильщики должны быть аттестованы (см. п. 7.6). Контролировать температуру нагрева металла при правке следует с помощью оптического пирометра излучения или цифровых термометров (например, ТЦ-1000, ТК-5) на основе контактной термопары. Навыки газоправильщиков по определению температуры нагрева (таблица 31) проверяют на образце-пластине из горячекатанной стали толщиной 10-12 мм, на которой им предлагается нагреть полосу металла до температуры 900 °С. Таблица 31 - Цвета каления и побежалости при нагреве и охлаждении стали
Поверхность металла в зоне правки нагревом необходимо очищать от грунтовки и других загрязнений во избежание искажения цвета каления (см. таблицу 31) и образования газов, вредных для здоровья газоправильщиков. 13.3 Приложение статических усилий домкратами или пригрузом при термомеханической правке в случае остывания металла ниже 600 °С не допускается (кроме предварительных усилий, приложенных в процессе нагрева, см. 13.19). 13.4 Термическая и термомеханическая правка конструкций из термообработанных низколегированных сталей допускается только при положительной температуре окружающего воздуха и металла. Горячекатаные стали следует править при температуре не ниже минус 15 °С. 13.5 О результатах правки можно судить только после полного естественного остывания зон нагрева до температуры (30...50) °С. Охлаждать нагретый металл водой или обдувом сжатым воздухом запрещается. 13.6 Если деформации остаются за пределами допусков, намечают новые зоны нагрева. Повторный нагрев одной и той же зоны малоэффективен и допускается, как исключение, один раз. 13.7 Интенсивность нагрева намеченных зон должна обеспечивать равномерный нагрев зоны правки с уменьшением градиента температур. Рекомендуется использовать одновременно несколько горелок с номером сопла не ниже 5 (таблица 32). Металл толщиной более 20 мм рекомендуется нагревать одновременно с двух сторон (при наличии доступа к противоположной стороне). Металл толщиной 25 мм и выше допускается нагревать многопламенной горелкой с диаметром огневого сопла не более 25 мм и работающей на газах-заменителях ацетилена. Таблица 32 - Ориентировочная эффективная мощность пламени для термической правки металла
13.8 Классификация общих сварочных деформаций (см. 13.1) приведена в таблице 33, местных - в таблице 34. Таблица 33 - Общие деформации от сварки
Таблица 34 - Местные деформации от сварки
Измерение остаточных деформаций. Инструмент и оборудование для правки 13.9 Измеряемые детали или элементы необходимо укладывать на плоские поверхности, например, на универсальные сборочные плиты (УСП) или на сборочные стенды. Перечень стандартных средств измерений и контроля приведен в справочном приложении Г. С использованием стандартного измерительного инструмента и индивидуальных устройств, изготавливаемых в заводских мастерских, можно создать набор средств измерения любых деформаций в изготавливаемых сварных конструкциях. Метрологическое обслуживание измерительного инструмента в соответствии с требованиями соответствующих стандартов необходимо производить ежегодно в региональных ЦСМ с оформлением свидетельств о госповерке или в заводской лаборатории, имеющей соответствующую аккредитацию. При измерении и контроле конструкций длиной более 10 м рулетками РЗ-20, РЗ-30 и РЗ-50 следует пользоваться одной и той же рулеткой, прошедшей указанный контроль. Приемы измерений величины отдельных видов деформаций приведены на рисунках 18 - 23. Выпучивание и волнистость листа (например, после газокислородной резки) измеряют с помощью металлической линейки ГОСТ 427 с ценой деления 0,5 мм и индивидуального базового устройства (рисунок 18) или другими линейками, кривизна которых не превышает 0,2 мм на длине 1000 мм. Грибовидность измеряют двумя линейками - поверочной по ГОСТ 8026 и измерительной с ценой деления 0,5 мм (рисунок 19). Перекос поясов тавровых и двутавровых элементов измеряют угольниками типа УШ (см. приложение Г) и измерительными линейками (рисунок 20). Деформацию саблевидности по всей длине измеряют с помощью струны (или лазерной линейки) и металлической линейки; для оценки саблевидности на базе длиной 1 м (рисунок 21) пользуются устройством для измерения выпучивания (см. рисунок 18). Измерение выпучивания (хлопунов) в замкнутом контуре с выпуклой стороны выполняют таким же устройством, но с базой, равной расстоянию между ребрами или поясами балки (рисунок 22). С противоположной стороны величину хлопуна измеряют двумя линейками - измерительной и поверочной. Винтообразность измеряют с помощью геодезических приборов (рисунок 23).
1 - линейка
Рисунок 19 - Измерение симметричной грибовидности линейками
Рисунок 20 - Измерение перекоса двумя угольниками и линейками
Рисунок 21 - Измерение саблевидности и на базе 1000 мм
Рисунок 22 - Измерение выпучивания («хлопуна») в замкнутом контуре
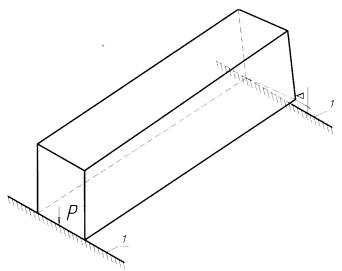
1 - горизонтальная опора; Р - усилие прижатия одного торца элемента к опоре 13.10 Для нагрева металла до температур, указанных в 13.2, следует применять газопламенные инжекторные горелки, работающие на ацетилене или газах-заменителях (таблица 35). Таблица 35 - Свойства горючих газов
13.11 Горелки должны иметь наибольшую эффективную мощность (см. таблицу 32) и концентрацию пламени с четко обозначенным ядром. Наконечники горелок рекомендуются № 6 и № 8, и во всяком случае, не менее № 5. При использовании газов-заменителей, имеющих меньшую температуру горения, чем ацетилен, для повышения эффективности правки рекомендуется использовать горелки с подогревом горючей смеси в мундштуке или при выходе из мундштука, а также многосопловые горелки типа ГП-1. Они отличаются от ацетиленовых размерами смесительной камеры и канала инжектора и особой конструкцией мундштуков. 13.12 При длительной работе горелки следует избегать перегрева наконечника от тепла, отраженного от нагреваемого металла. Перегрев может привести к появлению обратного удара. Для его устранения следует периодически охлаждать наконечник усиленной струей кислорода, регулируемой вентилем. 13.13 Для правки грибовидности и перекоса полок сварных двутавровых и Н-образных элементов, саблевидности полос и тавровых элементов длиной более 5 м рекомендуется применять механизированный нагрев сварных конструкций, предназначенными для резки металла полуавтоматами, типа «Микрон», «Гугарк» или «Квики-Е» (фирма «Мессер», Германия). Переоборудование газорезательных полуавтоматов предусматривает замену мундштука режущего кислорода на специальный мундштук подачи смеси газов для нагревательного пламени. С целью создания механических усилий при выполнении термомеханической правки рекомендуется применять, в основном, гидравлические домкраты (Д2 приложения Д). Правка общих деформаций типа саблевидности и продольного изгиба 13.14 Саблевидность мостового элемента выправляют нагревом выпуклой кромки листа в виде клиньев, полосы вдоль кромки или их сочетания. Наиболее эффективный способ нагрева - клиновидный (рисунок 24, а). Геометрия клина должна находиться в определенных пропорциях (см. рисунок 24, а): высоту следует принимать
а - геометрическая форма и размеры «клина»; б - термическая правка тавра; в, г - термомеханическая правка двутавра и Н-образного элемента; 1 - полоса нагрева; 2 - полоса нагрева стенки; Р – пригрузы Клин необходимо нагревать перемещением горелки от вершины к основанию, но ни в коем случае не наоборот. При толщине листа 20 мм и более, нагрев ведут двумя горелками с обеих сторон. При толщине листа 10-12 мм длину основания клина l по кромке следует назначать 30...50 мм. Клинья нагрева следует назначать в первую очередь на вершинах переломов. Об эффективности правки можно судить только после полного остывания металла. Если деформированный элемент выправлен не полностью, назначают дополнительные зоны нагрева в виде клиньев или полосы вдоль кромки. Ширина полосы нагрева по кромке b должна быть оптимально 0,1 B и не более 0,23 (рисунок 24, б). На рисунке 24, б приведен пример термической правки серповидности (саблевидности) конкретной конструкции - связи таврового сечения с проектными размерами для решетчатых пролетных строений железнодорожных мостов. Размеры зон нагрева клиньев и полосы тоже конкретные. 13.15 Продольный изгиб двутавровых и Н-образных элементов правят нагревом выпуклой кромки детали или элемента в виде клиньев и полос (рисунок 24, в, г) с обязательным приложением статической нагрузки, как правило - пригруза. При нагреве полос или клиньев на широких поясах коробчатых элементов рекомендуется использовать одновременно две горелки (по одной на стенку), порядок перемещения которых показан на рисунке 25.
I ; II - одновременно работающие горелки в каждом сечении; 13.16 Если продольный изгиб имеет место сразу в двух взаимно перпендикулярных плоскостях, то править следует раздельно каждый выгиб сначала в одной плоскости, затем в - другой. О результате правки можно судить после полного остывания зон нагрева. При недостаточной правке назначают дополнительные зоны нагрева с пригрузом. 13.17 Винтообразность (табл. 33, п. 5) в коробчатых, Н-образных и двутавровых элементах появляется вследствие недостаточно продуманной технологии сборки конструкции, недостаточно жесткого фиксирования проектного положения деталей при сборке в несовершенной оснастке. Последующая сварка фактически плохо фиксирует собранную конструкцию. Термическая правка винтообразности жёстких коробчатых элементов практически невозможна и экономически нецелесообразна. Неправильно собранный и сваренный коробчатый элемент подлежит отбраковке или роспуску по сварным угловым соединениям посредством газокислородной резки и сборке заново. Менее жёсткие элементы Н-образного и двутаврового сечения, имеющие винтообразность, рекомендуется укладывать плашмя, с опиранием кромками поясов на две горизонтальные опоры по концам элемента, и если под собственным весом они выравниваются, то сборка таких конструкций с последующим раскреплением поперечными и продольными связями на монтаже пролетного строения не вызовет особых затруднений. Правка местных деформаций по плоскости листа 13.18 К деформациям по плоскости листа относятся: а) волнистость, перегибы и загибы кромок; б) выпучивания (хлопуны) в стенках балочных и коробчатых сечений сплошностенчатых конструкций, полученные в замкнутых контурах, ограниченных поясами и рёбрами жесткости, а также выходящие на свободные кромки (таблица 34, пп. 6, 7); в) угловые деформации (домики) в сварных стыковых соединениях (таблица 34, п. 4). 13.19 Волнистость, загибы, перегибы листов и угловые деформации (домики) стыковых сварных соединений выправляют нагревом полос шириной не более 1,5 толщины листа S. При ширине полосы нагрева более 1,5 S после остывания металла образуется выпучивание непосредственно в зоне нагрева в противоположную сторону, что недопустимо. Нагрев полос ведут с выпуклой стороны, начиная от основания выгиба, и последовательно переносят полосы к его вершине. Рекомендуется приложение механических усилий (термомеханическая правка) в процессе нагрева полос. Усилие в виде пригруза допускается оставлять на конструкции до полного остывания. Приложение активных усилий (например от домкратов) после остывания металла ниже 600 °С не допускается. Число нагреваемых полос назначают поэтапно с замерами на каждом этапе остаточной величины деформации после полного остывания металла и снятия нагрузки. 13.20 Правку выпучивания (хлопуна) следует начинать с замера стрелы D (таблица 34, п. 6, рисунок 26). Замер выполняют с любой (выпуклой или вогнутой) стороны. При замере определяют границы основания и вершину (центр) хлопуна. Разметку выполняют мелом с выпуклой стороны.
1 - рама; 2 - винтовой прижим; 3, 6 - полосы нагрева первого этапа правки; 4, 5 - то же второго этапа; 7 - граница хлопуна Внутренние остаточные напряжения в хлопуне, образованном в замкнутом контуре стенки между рёбрами и поясами, как правило, не превышают предела текучести, однако могут быть близкими к нему. В этом случае переход металла в пластическое состояние при нагреве выше 600 °С может привести к значительному увеличению деформации выпучивания. Во избежание такого явления нагрев намеченных зон необходимо проводить только после установки на выпуклую сторону специальных приспособлений, препятствующих росту деформаций (см. рисунок 26). Величину механического усилия, прикладываемого к хлопуну, и площадь его распределения подбирают опытным путем до начала правки. При наличии в стенке двояковыпуклых деформаций термомеханическую правку выполняют последовательно, начиная с меньшей величины выгиба. Выпучивания (хлопуны) следует править нагревом с выпуклой стороны полос, параллельных одна другой и направленных вдоль большего основания выпучины. При сферической (круглой) форме направление полос нагрева принимают параллельно рёбрам жесткости. Примерное расположение полос нагрева и винтовых прижимов показано на рисунке 26. Порядок правки следующий: - замер границ зоны выпучивания и деформации D; - разметка полос нагрева и очистка их от заводской грунтовки; - установка винтовых прижимов и создание механических усилий вдоль полос нагрева; - нагрев периферийных полос № 3; 6 шириной 1,5 S до расчетной температуры правки, с постепенным увеличением механической нагрузки; - замер деформации D после полного остывания металла; - наметка положения и длины полос № 4; 5 в зависимости от результатов первого этапа правки. Дальнейшую последовательность правки повторяют до полной выправки выпучины (хлопуна). 13.21 Волнистость кромки стенок балочных и коробчатых сплошностенчатых элементов (таблица 34, п. 7) представляет собой деформации половинчатого выпучивания, рассмотренного в 13.20; волнистость в разные стороны в практике называют бахромой. Здесь следует различать торцы балок свободные и стыкуемые с соседними монтажными элементами. Стыки могут быть фрикционными на высокопрочных болтах, цельносварными и комбинированными, когда пояса сваривают, а стенки объединяют на высокопрочных болтах. Торцы свободные (по концам пролетных строений) выправляют с целью обеспечения требуемых допусков и придания конструкции товарного вида. Торцы стыкуемые должны быть выправлены таким образом, чтобы обеспечить допуск по высоте выправленных стенок ±2 мм. Усадка металла в зонах нагрева в значительной степени может повлиять на высоту стенки в сторону ее уменьшения. 13.22 Правку волнистости или «бахромы» кромки выполняют термомеханическим способом с минимальным числом полос нагрева (но не клиньев). Механические усилия создают с помощью жесткого элемента - прокатного уголка 125 ´125 ´12 мм и винтовых струбцин (рисунок 27). Уголок устанавливают с вогнутой стороны. Допускается частичное подтягивание выпуклости к уголку струбцинами (или болтами при наличии монтажных отверстий в стенке) до начала нагрева полос.
1 - струбцины; 2 - уголок жесткости 125 ´125 ´12; 3 - полосы нагрева металла Нагрев полосы начинают от основания выпучины (вблизи вертикального ребра жесткости) и заканчивают на кромке. Ширина полосы - не более 1,5 S, где S - толщина листа стенки. В процессе правки выполняют точный замер высоты стенки по профилю листа, но не по прямой линии кратчайшего расстояния между поясами балки или коробки. 13.23 Плавные загибы в листовых конструкциях, возникшие вследствие силовых пластических деформаций и разного рода повреждений, например, при погрузо-разгрузочных работах, выправляют термомеханическим способом. Линейкой длиной 1 м определяют начало искривления и намечают мелом границу перелома по всей длине загиба. Первую полосу нагрева располагают рядом с границей перелома с выпуклой стороны. С зазором 20...30 мм намечают вторую полосу нагрева, и т.д. Число полос и расстояния между ними зависят от кривизны листа и результатов термомеханической правки после нагрева двух первых полос. Ширина ненагретой полосы должна быть не менее ширины нагреваемой полосы. Механическую нагрузку прикладывают на торце листа (рисунок 28) и постоянно контролируют, во избежание перегиба в обратную сторону. Нагрев полос ведут от одного края листа к другому непрерывно.
1 - струбцины; 2 - стол (стенд); 3-7 - полосы нагрева металла; Р - нагрузки (усилия домкратов) Контроль вправки ведут поверочной линейкой (см. приложение Г). При недостаточной эффективности нагрева намеченных полос допускается нагрев между ними. Ширина каждой полосы не должна превышать 1,5 S. 13.24 Загибы-переломы можно выправить таким же способом, как плавные загибы, но с ограниченным числом полос нагрева, как правило, не более трёх. Ширина каждой из них 1,5 S, и располагаются они почти вплотную. Механические усилия прикладывают большей величины в сравнении с плавным загибом, а полосы по выпуклой стороне нагревают одновременно двумя или тремя горелками. Металл не должен остывать ниже 600 °С по всей длине перелома. Характер правки - пластический (кузнечный) одновременно с усадочным. 13.25 Остаточные угловые деформации в сварных стыковых соединениях (домиков, см. таблицу 34, п. 4) выправляют преимущественно термическим способом с нагревом основного металла вдоль сварного шва, не затрагивая его ядром пламени горелки. Зоны нагрева намечают с выпуклой стороны домика. При недостаточной эффективности двух полос допускается повторный нагрев их при ширине до 2 S в околошовной зоне. Одновременно с правкой домика в стыковом сварном соединении происходит термическая обработка его, относящаяся к высокому отпуску. При нагреве околошовной зоны (ОШЗ) и зоны термического влияния (ЗТВ) до температуры 700 °С, выдержке при этой температуре и последующем медленном охлаждении снижается уровень остаточных сварочных напряжений, повышается пластичность и ударная вязкость сварного соединения. 13.26 Грибовидность может быть симметричной и несимметричной. Это определяют замерами величин D1 и D2. При симметричной грибовидности и толщине стенки Sст до 16 мм назначают одну центральную полосу нагрева шириной, равной 2 Sп, где Sп - толщина полки (рисунок 29, а). При этом толщина пояса не более толщины стенки. При толщине стенки более 16 мм нагревают две полосы, располагая их над сварными угловыми швами (рисунок 29, б). Ширину каждой полосы принимают равной 1,5 Sп.
а - симметричная грибовидность при толщине стенки S £ 16 мм; б - симметричная при толщине стенки S ³ 20 мм; в - несимметричная при S £ 16 мм; г - несимметричная при S ³ 20 мм; 1 - полосы нагрева 13.27 При несимметричной грибовидности и толщине стенки Sст до 16 мм нагревают одну полосу, но со смещением в сторону большего значения D (рисунок 29, в). При толщине стенки более 16 мм назначают две полосы нагрева, причем разной ширины - в сторону большего значения D полоса нагрева шире (рисунок 29, г). 13.28 Указанная в 13.26 и 13.27 ширина полос может корректироваться опытным путём для каждого конкретного случая. Нагрев металла при термической правке грибовидности рекомендуется выполнять полуавтоматами типа «Микрон», «Гугарк» или «Квики-Е» (фирма «Мессер», Германия). Рекомендуется также использовать автомат АТПГ-ЦНИИС, предназначенный специально для правки грибовидности. 13.29 Допуски на грибовидность стальных конструкций мостов дифференцированы: более жёсткие - в стыках, в сопряжениях с другими элементами и на участках установки опорных частей D £ b/200, но не более 1 мм; на остальных участках двутавровых, Н-образных, L-образных и других элементов D £ b/100. Термическая правка грибовидности поясов балок выполняется с учётом указанных допускаемых отклонений этого вида остаточных деформаций. 13.30 Грибовидность на свободных свесах ортотропных и ребристых плит выправляют по уже описанной технологии. 13.31 Перекосы полок относительно стенок (таблица 34, п. 1) в двутавровых, тавровых и Н-образных и других элементах являются следствием нарушения технологии сборки и сварки. Второй причиной перекоса может быть изгиб стенки по её ширине (высоте). В первом случае перекос выправляют нагревом полосы на стенке рядом с угловым поясным сварным швом со стороны тупого угла. Ширину полосы нагрева принимают оптимально 1,5 Sст (рисунок 30, а). Во втором случае полосу нагрева намечают на выпуклой стороне стенки также шириной 1,5 Sст (рисунок 30, б).
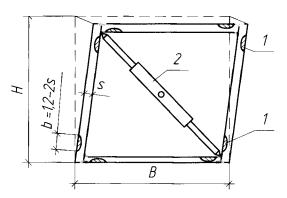
а - элемент с прямой стенкой; б - элемент с искривленной стенкой; 1 - полоса нагрева Для повышения производительности правки в заводских условиях рекомендуется применение автомата АТПГ-ЦНИИС. 13.32 Ромбовидность в коробчатых сечениях исправляют термомеханическим способом. Для этого внутри коробки по меньшей диагонали устанавливают винтовые или гидравлические домкраты и создают в них усилия (рисунок 31). Полосы нагрева намечают снаружи и, по возможности, изнутри по схеме рисунка 31. В процессе нагрева полос регулируют усилия на домкратах до полного исправления ромбовидности.
1 - полосы нагрева; 2 - винтовая распорка (домкрат)
Поиск по сайту: |
















 длину по кромке
длину по кромке  но не более 100 мм при любой толщине листа.
но не более 100 мм при любой толщине листа.