|
|
|
Архитектура Астрономия Аудит Биология Ботаника Бухгалтерский учёт Войное дело Генетика География Геология Дизайн Искусство История Кино Кулинария Культура Литература Математика Медицина Металлургия Мифология Музыка Психология Религия Спорт Строительство Техника Транспорт Туризм Усадьба Физика Фотография Химия Экология Электричество Электроника Энергетика |
Автоматический пресс АПП-12
Данная машина широко применяется на отечественных предприятиях для механизированного производства различных видов полых изделий. Рабочие органы пресса приводятся в действие сжатым воздухом, питание стекломассой – фидерное, движение стола с комплектом форм – прерывистое (циклическое). Рабочие операции осуществляются в моменты остановки стола. Пресс АПП-12 предназначен для изготовления из бесцветного и цветного стекла большинства видов изделий бытового назначения (стаканов, вазочек для варенья, салатниц, рюмок и др.). Пресс АПП-12 состоит из остова, стола с формами и его привода, прессующего механизма, цилиндра выдачи изделий (выталкивателя) из нераскрывных форм, механизмов открывания и закрывания форм. Кроме того, пресс включает пневматические элементы: управляющие (пусковые клапаны), распределяющие (золотниковое устройство) и регулирующие (буферные клапаны), и автоматического переставителя изделий.
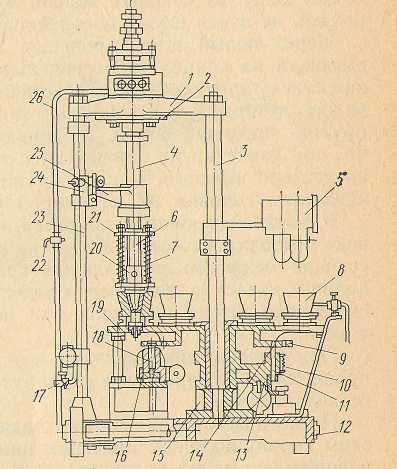
После того как изделие отпрессовано, оно постепенно затвердевает, проходя в пресс-форме ряд позиций (позиции 3—7), пока не потеряет способность деформироваться при выдаче. Из нераскрывной пресс-формы изделие выталкивается подвижным поддоном и перемещается на конвейер. Из раскрывной пресс-формы изделие выдается в момент раскрытия пресс-формы путем извлечения его хватками переставителя. Выдача изделия может происходить на позициях 7, 8 или 9 в зависимости от размеров, конфигурации изделия и производительности пресса. На остальных позициях производится охлаждение форм. Пресс АПП-12 (рис. 3.22) имеет остов 1, на котором укреплены три колонны: две боковые 3 и одна центральная 2. Сверху колонны соединены между собой поперечиной 4. Таким образом, нижняя плита, три вертикальные колонны и верхняя поперечина образуют жесткий остов, на котором монтируют рабочие органы пресса АПП-12. Центральная колонна закреплена на плите посредством тумбы 17, которая одновременно служит опорой для вращающегося стола. Стол 5 опирается на центральную колону и при работе пресса поворачивается вокруг нее. Стол представляет собой массивную чугунную отливку, снабженную для жесткости вертикальными ребрами. Стол имеет двенадцать отверстий, в которые устанавливаются формы. На верхней плоскости стола смонтированы двенадцать форм 6, равномерно расположенных по окружности стола. Поворотный механизм, предназначенный для периодического вращения стола, состоит из двух пневматических цилиндров: ведущего и буферного. Поршень ведущего цилиндра крепится к штоку и приводится в движение сжатым воздухом, поворачивая кулису 18 на определенный угол. Кулиса связана со столом, который при ее повороте поворачивается на тот же угол.
Через полый шток пропущен длинный стальной стержень 11. На стержень надето нажимное приспособление, состоящее из двух стальных дисков 12,между которыми расположены три мощные пружины 13. Внутри пружин проходят болты, соединяющие оба диска таким образом, что при давлении на нижний диск верхний может перемещаться относительно нижнего, сжимая пружины. На нижний конец стержня навернута головка 14, в которой укреплен пуансон. К верхней и нижней крышкам через магистраль 15 воздухопровода подводится сжатый воздух из компрессора. Для совмещения вертикальных осей прессующего механизма и пресс-формы его перемещают и закрепляют четырьмя установочными болтами. После прессования изделия поднимаются из формы пневматическим выталкивателем, имеющим цилиндр с перемещающимся в нем поршнем со штоком-выталкивателем. Под действием сжатого воздуха шток поршня пневматического выталкивателя поднимается, давит на поддон формы и поднимает его вместе с изделием. В этот момент автоматический переставитель 16 забирает изделие и перемещает его на конвейер. Пресс АПП-12 снабжают двумя цилиндрами, диаметр поршня которых 190 и 205 мм соответственно для изготовления изделий небольших и средних размеров.
Поиск по сайту: |