|
|
|
Архитектура Астрономия Аудит Биология Ботаника Бухгалтерский учёт Войное дело Генетика География Геология Дизайн Искусство История Кино Кулинария Культура Литература Математика Медицина Металлургия Мифология Музыка Психология Религия Спорт Строительство Техника Транспорт Туризм Усадьба Физика Фотография Химия Экология Электричество Электроника Энергетика |
Автоматическая наплавка под слоем флюса
Расчет режимов наплавки
Таблица 3.7 – Зависимость силы тока от диаметра детали
Скорость наплавки, м/ч:
VH =
Частота вращения детали n, мин-1:
n =
Скорость подачи проволки VПР, м/ч:
VПР =
Шаг наплавки S, мм/об:
Вылет электрода d, мм:
d = (10…12) ·dПР (3.21)
Смещение электрода l, мм:
l = (0.05…0.07)·d, (3.22)
где h – толщина наплавленного слоя, мм; g – плотность электронной проволоки, г/см3 (g=7,85); dПР – диаметр электронной проволоки, мм; I – сила тока, А; d – диаметр детали, мм. Параметры режима наплавки подставлять в формулы без изменения размерностей. Толщина покрытия h, мм, наносимого на наружные цилиндрические поверхности, определяется по следующей формуле:
где D – номинальный диаметр детали, мм; d – диаметр изношенной детали после ее подготовки к наращиванию, мм; z – припуск на механическую обработку после нанесения покрытия, мм. (см. таб. 3.12.) Применяются следующие марки проволок: Нп-40, Нп-80, Нп-50Г, Нп-65Г, Нп-30ХГСА. Флюсы: АН-38А, ОСЦ-45, АНК-19 и др. Вибродуговая наплавка Расчет режимов наплавки
Таблица 3.8 – Диаметр проволоки
Сила тока,
где:
Скорость подачи электродной проволоки
где, Uнапряжение, U=15В.
Скорость наплавки
где: h – заданная толщина наплавленного слоя (без механической обработки), мм;
где D – номинальный диаметр детали, D = 24 мм; d – диаметр изношенной детали после ее подготовки к наращиванию, d= 23 мм; z – припуск на механическую обработку после нанесения покрытия, z =0,5мм.
a – коэффициент, учитывающий отклонения фактической площади сечения наплавленного слоя от площади четырехугольника с высотой h, a = 0,8.
Частота вращения детали при наплавке,
Амплитуда колебаний
Индуктивность
где: i – максимальная сила тока в цепи, А (ее берут в два раза больше силы тока по амперметру), i=150 А; f – частота колебаний, f = 50 Гц.
Основное время при вибродуговой наплавке,
где l – длина наплавляемой поверхности детали, l= 23 мм; Применяются следующие марки электродных проволок: Нп-65, Нп-80, 30ХГСА и др. Полярность обратная.
Поиск по сайту: |
 (3.17)
(3.17) VH (3.18)
VH (3.18) (3.19)
(3.19) ·dПР (3.20)
·dПР (3.20) – коэффициент наплавки, г/А ч (при наплавке постоянным током обратной полярности
– коэффициент наплавки, г/А ч (при наплавке постоянным током обратной полярности  =11–14);
=11–14);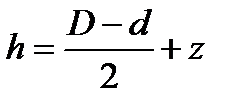 , (3.23)
, (3.23)
 (3.24)
(3.24) диаметр электродной проволоки, по таблице 66.1
диаметр электродной проволоки, по таблице 66.1
 \(3.25)
\(3.25)
 (3.26)
(3.26) коэффициент перехода электродного материала в наплавленный материал принимают равным 0,8 – 0,9;
коэффициент перехода электродного материала в наплавленный материал принимают равным 0,8 – 0,9; (3.27)
(3.27) – шаг наплавки, мм/об;
– шаг наплавки, мм/об; (3.28)
(3.28)
 (3.29)
(3.29)
 (3.30)
(3.30)
 (3.31)
(3.31)
 (3.32)
(3.32)