|
|
|
Архитектура Астрономия Аудит Биология Ботаника Бухгалтерский учёт Войное дело Генетика География Геология Дизайн Искусство История Кино Кулинария Культура Литература Математика Медицина Металлургия Мифология Музыка Психология Религия Спорт Строительство Техника Транспорт Туризм Усадьба Физика Фотография Химия Экология Электричество Электроника Энергетика |
Відпускна крихкість сталі
Конструкційні сталі, які піддають гартуванню та відпуску, мають схильність до відпускної крихкості. Після відпуску при певних температурах і умовах спостерігається підвищення температури в’язко-крихкого переходу (рисунок 5.4). Розрізняють два роди відпускної крихкості (рисунок 5.5). Відпускна крихкість I роду, або необоротна, проявляється при відпуску близько 300°С, і відпускна крихкість II роду, або оборотна, виявляється після відпуску вище 500°С. Необоротна відпускна крихкість першого роду властива практично усім сталям, вуглецевим і легованим, після відпуску в області температур 250–400°С. Повторний відпуск при більш високій температурі 400–500°С знімає крихкість, і сталь стає до неї не схильною навіть при відпуску знову в район небезпечних температур. У зв'язку з цим ця крихкість одержала назву необоротної. Цей вид крихкості не залежить від швидкості охолодження після відпуску. Легуючі елементи, за винятком кремнію, не впливають істотно на розвиток крихкості першого роду. Кремній зсуває інтервал розвитку крихкості в область більше високих температур відпуску (250-450°С). Високотемпературна термомеханічна обробка (ВТМО) зменшує схильність сталі до відпускної крихкості (рис. 5.5). На практиці для виключення покрихчення сталі, уникають проведення відпуску в області небезпечних температур. Імовірною причиною покрихчення є виділення карбідних фаз по межах зерен на початкових стадіях розпаду мартенситу. В результаті створюється неоднорідний стан твердого розчину, виникають піки, і опір руйнуванню по межах помітно менший, ніж по тілу зерна, відбувається міжкристалітне руйнування.
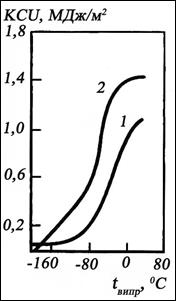
1 - гартування, сталь схильна до відпускної крихкості; 2 - ВТМО, сталь не схильна до відпускної крихкості Рисунок 5.4 – Вплив температури випробування на перехід сталі 37ХН3А з в’язкого стану в крихкий
1 - гартування, сталь схильна до відпускної крихкості; 2 - ВТМО, сталь не схильна до відпускної крихкості Рисунок 5.5 – Вплив температури відпуску сталі 37ХН3А на ударну в'язкість і твердість
Оборотна відпускна крихкість другого роду найбільшою мірою властива легованим сталям після високого відпуску при температурі 500-600°С та повільного охолодження від температур відпуску. При швидкому охолодженні після відпуску (у воді) в'язкість не зменшується, а монотонно зростає з підвищенням температури відпуску. Відпускна крихкість підсилюється, якщо сталь тривалий час (8-10 год) витримується в небезпечному інтервалі температур. Відпускна крихкість другого роду може бути усунута повторним високим відпуском зі швидким охолодженням і викликана знову високим відпуском з наступним повільним охолодженням. Тому таку відпускну крихкість називають оборотною. Легування сталі хромом, нікелем, марганцем підсилює відпускну крихкість. Особливо сильно покрихчується сталь при спільному легуванні Cr+Ni, Cr+Mn і Cr+Mn+Si і ін. Введення до 0,4 - 0,5% молібдену і до 1,2 - 1,5% вольфраму зменшує, а іноді повністю нівелює схильність сталі до оборотної відпускної крихкості; при більш високому вмісті цих елементів крихкість знову підсилюється. В останні роки вірогідно встановлений зв'язок оборотної відпускної крихкості зі збагаченням меж зерен домішками, в першу чергу фосфором і його хімічними аналогами: сурмою, миш'яком, а також оловом. По ступеню впливу на покрихчення елементи розташовуються в наступний ряд Sb, P, Sn, As, де найбільш сильний вплив здійснює сурма. Відомо, що в промислових Cr-Ni, Cr-Mn-Si сталях встановлено, що в приграничному шарі сегрегацій глибиною 0,5 - 1 нм концентрація Sb, P і As може досягати від 5 - 20% проти сотих часток відсотка в тілі зерна. Розроблені та знайшли широке практичне застосування методи боротьби з оборотною відпускною крихкістю: 1. Легування сталі молібденом (0,2 - 0,4%) або його аналогом вольфрамом в кількості, більшій у три рази (0,6 - 1,2%); 2. Прискорене охолодження (вода або масло) після високого відпуску; 3. Зниження вмісту шкідливих домішок, особливо фосфору. Застосування замість звичайного гартування високотемпературної термомеханічної обробки (ВТМО) дозволяє нівелювати схильність, як до необоротної, так і оборотної відпускної крихкості. Причина такого впливу ВТМО полягає в тому, що при такій обробці збільшується довжина границь завдяки утворенню зубчастих великокутових меж і розвиненої субструктури, внаслідок чого зменшується сегрегація домішок і зростає міцність міжзеренного зчеплення. Конструкційні сталі
Поиск по сайту: |