|
|
|
Архитектура Астрономия Аудит Биология Ботаника Бухгалтерский учёт Войное дело Генетика География Геология Дизайн Искусство История Кино Кулинария Культура Литература Математика Медицина Металлургия Мифология Музыка Психология Религия Спорт Строительство Техника Транспорт Туризм Усадьба Физика Фотография Химия Экология Электричество Электроника Энергетика |
Технологический процесс сборки и сварки
1. Скомплектовать детали согласно чертежу и спецификации. 2. Проверить качество заготовок визуально измерительным контролем. Контроль – 100%. 3. Зачистить места соединений под сварку на ширину 20мм до чистого металла. Сборка – сварка узла 1 (Рис.5.8).
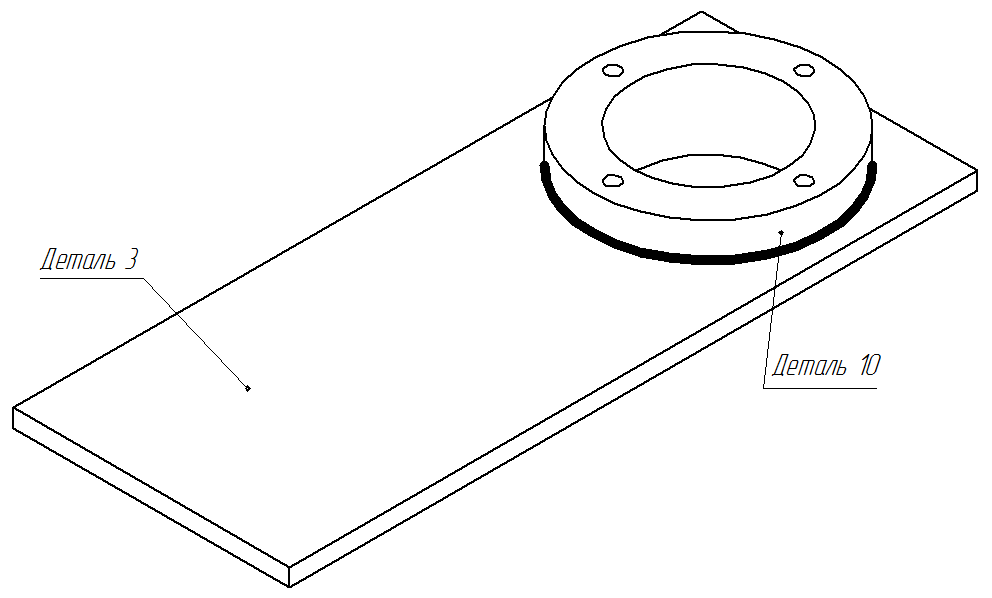
Рис. 5.8. Эскиз узла 1. 1. Установить стенку (поз. 3) на манипулятор. 2. Совместить стенку (поз. 3) с бобышкой (поз. 10) согласно чертежу и закрепить. 3. Прихватить бобышку (поз. 10) к стенке (поз. 3) двумя прихватками с противоположных сторон бобышки, Lпр = 10 – 20 мм. 4. Включить манипулятор со сварочной скоростью. 5. Сварить бобышку (поз. 10) и стенку (поз. 3) кольцевым швом Т1∆4. 6. Снять узел, кантовать на 180о и закрепить. 7. Сварить бобышку (поз. 10) и стенку (поз. 3) кольцевым швом Т1∆4. 8. ВИК – 100%. Сборка – сварка узла 2 (Рис. 5.9).
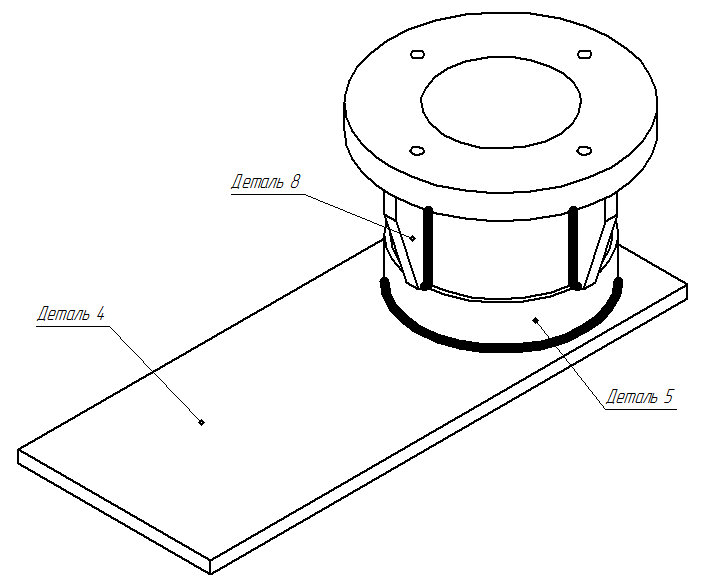
Рис. 5.9. Эскиз узла 2. 1. Установить стенку (поз. 4) на манипулятор. 2. Совместить стенку (поз. 4) с бобышкой (поз. 5) согласно чертежу и закрепить. 3. Прихватить бобышку (поз. 5) к стенке (поз. 4) двумя прихватками с противоположных сторон бобышки, Lпр = 10 – 20 мм. 4. Включить манипулятор со сварочной скоростью. 5. Сварить бобышку (поз. 5) и стенку (поз. 4) кольцевым швом Т1∆4. 6. Совместить бобышку (поз. 5) и косынки (поз. 8) согласно чертежу. 7. Прихватить косынки (поз. 8) к бобышке (поз. 5) одной прихваткой, Lпр = 10 – 20 мм. 8. Манипулировать узел в удобное для сварки положения, поочередно сваривая бобышку (поз. 5) и косынки (поз. 8). 9. Снять узел, кантовать на 180о и закрепить. 10. Сварить бобышку (поз. 5) и стенку (поз. 4) кольцевым швом Т1∆4. 11. ВИК – 100%. Сборка – сварка узла 3 (Рис. 5.10).
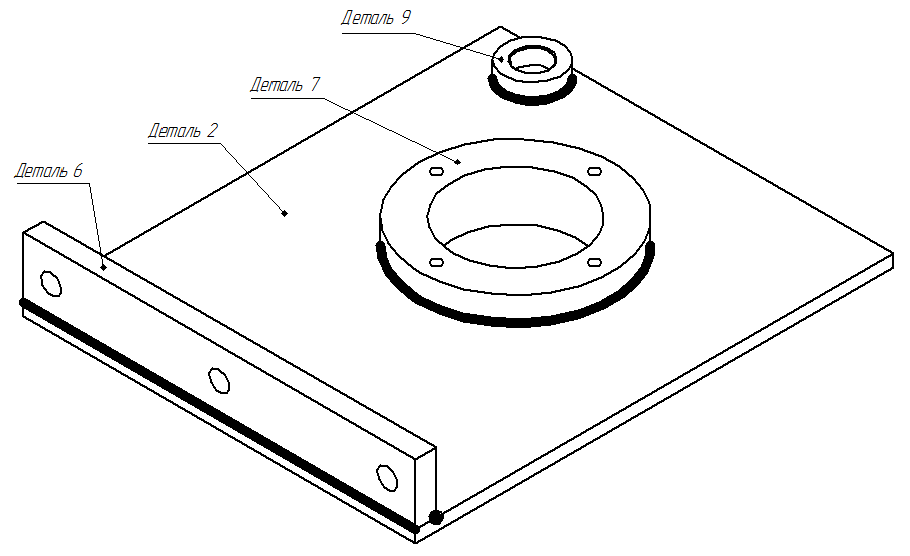
Рис. 5.10. Эскиз узла 3. 1. Установить стенку (поз. 2) на манипулятор. 2. Совместить стенку (поз. 2) и бобышку (поз. 7) тыльной стороной наружу и закрепить. 3. Прихватить бобышку (поз. 7) к стенке (поз. 2) двумя прихватками с противоположных сторон бобышки, Lпр = 10 – 20 мм. 4. Включить манипулятор со сварочной скоростью. 5. Сварить бобышку (поз. 7) и стенку (поз. 2) кольцевым швом Т1∆4. 6. Снять узел, кантовать на 180о и закрепить. 7. Сварить бобышку (поз. 7) и стенку (поз. 2) кольцевым швом Т1∆4. 8. Совместить стенку (поз. 2) и приварыш (поз. 9) согласно чертежу и закрепить. 9. Прихватить приварыш (поз. 9) к стенке (поз. 4) одной прихваткой, Lпр = 10 мм. 10. Включить манипулятор со сварочной скоростью. 11. Сварить приварыш (поз. 9) и стенку (поз. 2) кольцевым швом Т1∆4. Сварку начать с противоположной от прихватки стороны. 12. Совместить стенку (поз. 2) и планку (поз. 6) с помощью магнитного уголка. 13. Манипулировать узел в удобное для сварки положение. 14. Прихватить планку (поз. 6) к стенке (поз. 2) двумя прихватками, Lпр = 10 – 20 мм. 15. Проварить корневой шов планки продольным швом У7. 16. Манипулировать узел в удобное для сварки положение. 17. Сварить планку (поз. 6) и стенку (поз. 2) продольным швом У7. 18. ВИК – 100%. Сборка – сварка узла 4 (Рис. 5.11).
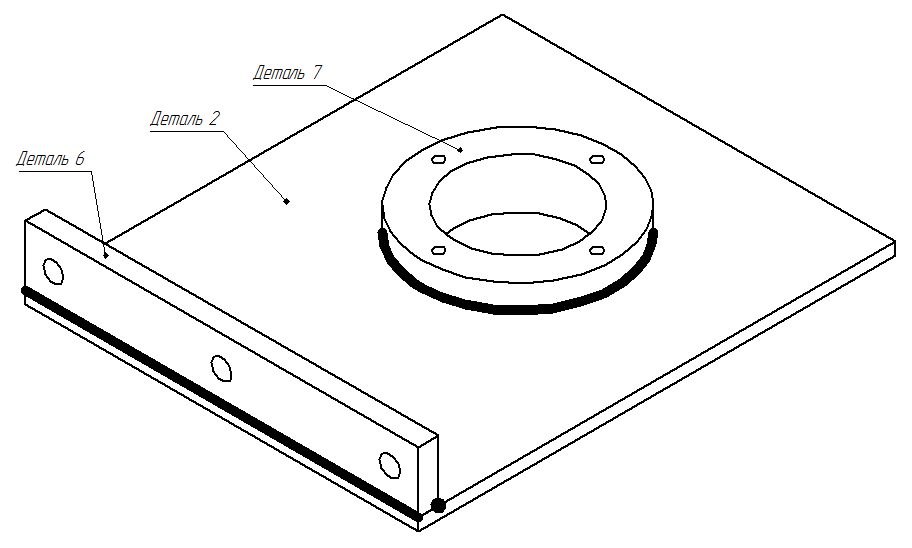
Рис. 5.11. Эскиз узла 4. 1. Установить стенку (поз. 2) на манипулятор. 2. Совместить стенку (поз. 2) и бобышку (поз. 7) тыльной стороной наружу и закрепить. 3. Прихватить бобышку (поз. 7) к стенке (поз. 2) двумя прихватками с противоположных сторон бобышки, Lпр = 10 – 20 мм. 4. Включить манипулятор со сварочной скоростью. 5. Сварить бобышку (поз. 7) и стенку (поз. 2) кольцевым швом Т1∆4. 6. Снять узел, кантовать на 180о и закрепить. 7. Сварить бобышку (поз. 7) и стенку (поз. 2) кольцевым швом Т1∆4. 8. Совместить стенку (поз. 2) и планку (поз. 6) с помощью магнитного уголка. 9. Манипулировать узел в удобное для сварки положение. 10. Прихватить планку (поз. 6) к стенке (поз. 2) двумя прихватками, Lпр = 10 – 20 мм. 11. Проварить корневой шов планки продольным швом У7. 12. Манипулировать узел в удобное для сварки положение. 13. Сварить планку (поз. 6) и стенку (поз. 2) продольным швом У7. 14. ВИК – 100%. Сборка – сварка узла 5 (Рис. 5.12).
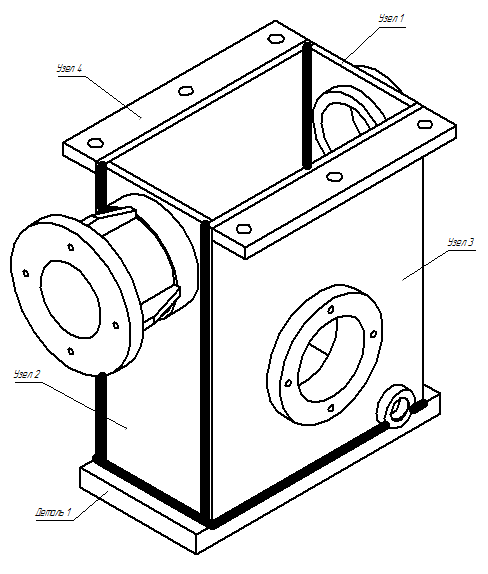
Рис. 5.12. Эскиз узла 5. 1. Установить узел 1, узел 2, узел 3 и узел 4 в кондуктор. 2. Прихватить узлы между собой двумя прихватками на каждой сопрягаемой поверхности, Lпр = 10 – 20 мм. 3. Сварить узлы между собой продольным швом У6. 4. Установить собранные узлы на плиту (поз. 1) с помощью магнитных уголков. 5. Прихватить собранные узлы к плите (поз. 1). 6. Сварить узлы и плиту (поз. 1) продольными швами У6 и Т6. 7. ВИК 100%.
Поиск по сайту: |