|
|
|
Архитектура Астрономия Аудит Биология Ботаника Бухгалтерский учёт Войное дело Генетика География Геология Дизайн Искусство История Кино Кулинария Культура Литература Математика Медицина Металлургия Мифология Музыка Психология Религия Спорт Строительство Техника Транспорт Туризм Усадьба Физика Фотография Химия Экология Электричество Электроника Энергетика |
Шероховатость поверхностей.
Из числа параметров шероховатости, установленных ГОСТ 2789-73, наибольшее применение в машиностроении нашли следующие: Ra – среднее арифметическое отклонение профиля, мкм; Rz – высота неровностей профиля, мкм; tp — относительная опорная длина профиля. Для обозначения на чертежах шероховатости поверхностей применяют знаки (рисунок 72). Высота h равна высоте размерных чисел на чертеже, высота Н = (1,5…3,0)h. Значение шероховатости указывают: для параметров Ra – после символа (например, Ra0,5; Ra0,32); для параметров Rz – после символа (например, Rz20).
а б в Рисунок 72 Знаки шероховатости поверхностей Наиболее полно представленные выше сведения отражены на рабочих чертежах деталей (рисунки 73, 74) и в литературе по курсовому проектированию [20, 21]. Если вид обработки поверхности конструктором не устанавливается, то применяют знак (рисунок 72 а). Это обозначение является предпочтительным. Если требуется, чтобы поверхность была образована обязательно удалением слоя металла (точение, фрезерование, шлифование и т.п.), применяют знак как на рисунке 72 б. Для обозначения поверхности, получаемой без снятия слоя металла (литье, накатывание роликом, чеканка) применяют знак как на рисунке 72 в. Такой же знак применяют для обозна
Числовые значения параметров Ra или Rz записывают над левой половиной знака, а вид обработки поверхности – на полке-выноске. Обозначение шероховатости поверхностей на изображении детали наносят на линиях контура, выносных линиях в непосредственной близости от размерной линии или на полках линий-выносок.
Рисунок 73
Рисунок 74
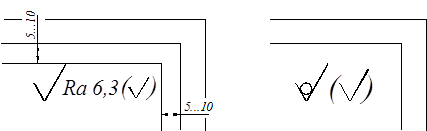
Предпочтительно нормировать параметр Ra. Числовые значения параметра шероховатости можно брать в работах. Обозначение преобладающей на чертеже шероховатости, обычно наиболее грубой, показывают в правом верхнем углу поля чертежа (рисунок 75 а). Толщина линий и высота знака, заключенного в скобках, такая же, как в изображении на чертеже, а перед скобкой – в 1,5 раза больше. Если преобладающее число поверхностей не обрабатывают по данному чертежу, то шероховатость их показывают в правом верхнем углу поля чертежа (рисунок 75 б).
а б Рисунок 75 Обозначение преобладающей поверхности
Таблица 31 Шероховатость Ra для посадочных поверхностей отверстий и валов
Таблица 32 Шероховатость Ra для поверхностей некоторых деталей
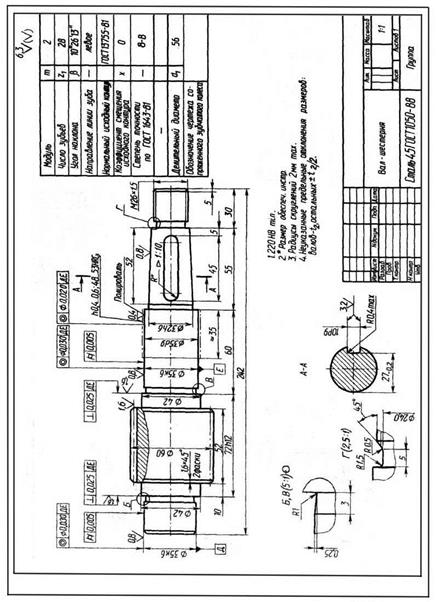
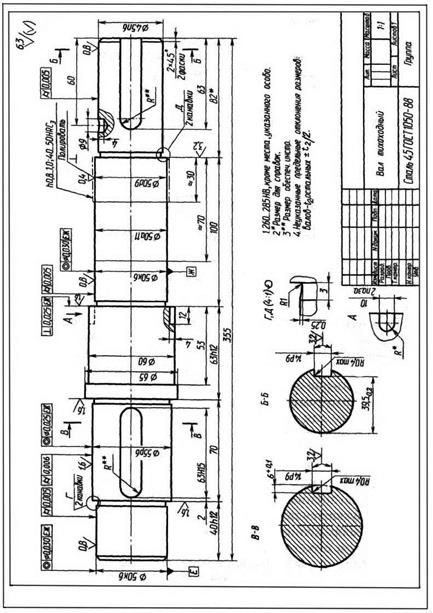
Обозначение термообработки. Если всю деталь подвергают термообработке одного вида, то в технических требованиях чертежа делается запись типа: 1) НВ 235…265 или НВ 250±15; 2) НRС 44…50 или НRС 47±3; 3) ТВЧ h 1,6…2,0, HRC 50…56; 4) цементировать h 0,8…1,2, HRC 56…62. Если термообработке подвергается отдельный участок детали, то его отводят на чертеже утолщенной штрихпунктирной линией, а на полке линии-выноски наносят показатели свойств материала (рисунок 73 а). Если некоторые части детали не нужно термообрабатывать, то их обозначают как на рисунке 73 б, а в технических требованиях делают запись типа: «HRC 40…45, кроме поверхности А». Участок вала в месте установки уплотнений рекомендуется термообработоть на глубину h 0,3÷0,4 мм, 45÷48 HRC.
а б Рисунок 76 Обозначение местной термообработки Текстовая часть рабочего чертежа. Текстовая часть рабочего чертежа детали содержит технические требования и таблицу параметров зацепления (только для зубчатых колес, червяков и валов-шестерен). Технические требования располагают над основной надписью, а при недостатке места – левее основной надписи. Технические требования записывают в следующем порядке: требования к материалу, заготовке, термической обработке; указания о размерах (размеры для справок, радиусы закруглений и др.); предельные отклонения размеров; допуски формы и расположения, на которые в стандарте ГОСТ 2.308-79 нет условных графических знаков; требования к качеству поверхностей (отделка, покрытие и др.).
Поиск по сайту: |