|
|
|
Архитектура Астрономия Аудит Биология Ботаника Бухгалтерский учёт Войное дело Генетика География Геология Дизайн Искусство История Кино Кулинария Культура Литература Математика Медицина Металлургия Мифология Музыка Психология Религия Спорт Строительство Техника Транспорт Туризм Усадьба Физика Фотография Химия Экология Электричество Электроника Энергетика |
Стандарттар категориялары 13 страница
"¤зара ауыстырымдылыќ, стандарттау жєне техникалыќ µлшеулер" пєнiн оќытудыњ негiзгi маќсаты инженерлiк-техникалыќ мамандыќты игеретiн студенттерге терењ бiлiм берумен ќатар осы саланыњ єдiстерiне ‰йретуде, жабдыќтар мен аспаптарды зерттеп дайындауда, стандарттаудыњ тиiмдiлiгiн есептеуде ќолдана бiлу тєжiрибесiне даѓдыландыру . Ќойылѓан маќсатты орындау ‰шiн пєндi оќытуда тек дєрiс ќана емес практикалыќ жєне лабораториялыќ ж±мыстарды ж‰ргiзу жолдарынан µтiп, сонымен ќатар студенттер µзiндiк дайындыќ арќылы пєндiк есептеу-графикалыќ тапсырмаларды жєне курстыќ ж±мыстарды жазуы керек. Сондыќтан оќулыќтыњ негiзгi мiндетi практикалыќ ж±мыстарды орындауда студенттерге баѓыт, пєндi толыќ мењгеруiне ќ±рал беру болып табылады. Б±л ±сынылып отырѓан оќу ќ±ралын ќ±растыруда осыдан б±рын орыс тiлiнде шыќќан оќулыќтардыњ кµпшiлiгi пайдаланылды. Ол кiтаптардан алынѓан материалдарѓа сiлтеме пайдаланылѓан єдебиеттер бойынша кµрсетiлген. Оќу ќ±ралы к‰ндiзгi жєне сырттай оќитын жоѓары оќу орындарыныњ студенттерiне арналѓан жєне оныњ ќ±рлымы инженерлiк-техникалыќ мамандыѓын оќытудыњ типтiк оќу жоспарына сєйкес жасалынѓан. Кiтап соњында есептеу жолдарына ќажеттi аныќтамалыќ материалдар келтiрiлген.
1,2- практикалыќ сабаќ Таќырыбы: ''Геометриялық өзара ауыстырымдылықпен қамтамасыз етудегi негiзгi ағымдар мен анықтамалар'' Адам ќауымдастыѓы пайда болуынан бастап ережелердi қабылдап, ќолданудыњ'' ќажеттiлiгi туындаѓан. Стандарттаудыњ алғашқы қадамдары-жазбаның, жыл санаудың, есептеу жүйесiнiң, ақша бiрлiктерiнiң т.б. қолданылуынан бастау алѓан. ¤ндiрiстiњ дамуына ќарай µсiп отыратын µндiргiштiк к‰штерге ыќпал етушi стандарттауда єркез дамып отырѓан. Стандаттау - ғылым, техника жєне экономика сферасындаѓы ењ тиiмдi дєрежедегi реттiлiкке жету жолында ќайталанып отыратын тапсырмалардыњ шешуiн табудаѓы белгiлi бiр қызмет түрi. Стандарт – бiр тектес өнiм топтарына немесе ќажеттi жаѓдайда наќты µнiмнiњ µзiне, оныњ жасалу ережелерiне, өндiрiлуiне жєне ќолданылуына ќойылатын талаптарды ќабылдаудыњ ќалыпты-техникалыќ құжаттамасы. Ќазiргi кездегi машиналардыњ, жабдыќтардыњ, приборлардыњ µндiрiсi, єрi олардыњ жүнделуi мен пайдаланылуы бµлшектердiњ, агрегаттардыњ, ќ±растырмалы бiрлiктердiњ өзара ауыстырымдылыќ принциптерiн қолданылуына негiзделген. өзара ауыстырымдылық деп бөлшектердiң (қарастырмалы бiрлiктердiң, агрегаттардың) машинадаѓы µз орнына ќосымша µњдеу операциясыз орналасуымен ќатар, өз функциясын техникалыќ талаптарѓа сєйкес атќара алуын айтамыз. Яѓни, б±л бµлшектер (ќ±растырмалы бiрлiктер мен агрегаттар) стандарт ережелерi мен ќалыптары бойынша жасалуы керек. Бµлшектердiњ ќолданылуы мен дєлдiк шектерi жайлы тµмендегiше негiзгi ±ѓымдар ќабылданѓан. Бµлшектер µзара толыќтай немесе жартылай кiрiп орналасуы арќылы ќосылысты ќ±райды. Тесiк-бµлшектердiњ iшкi (ќапсыратын) элементi, бiлiк-бµлшектердiњ сыртќы (ќапсырылатын) элементi. Б±л жерде ''тесiк'' пен ''бiлiк'', жазыќты цилиндрлiк элементтер ‰шiн ѓана емес, жалпы шартты т‰рде ќабылданып отыр. Мысалы, тиянаќ пен бiлiк ќосылысында, тиянаќ бiлiк ретiнде, бiлiктiњ ойыѓы-тесiк ретiнде болады. Бµлшектер арќылы болатын ќосылыстар, µлшемдермен сипатталады. ¤лшем-µлшеу бiрлiгiнде тањдалѓан сызыќтыќ шаманыњ (диаметр, ±зындыќ, биiктiк жєне де с.с.) сандыќ мєнi. Машина жасауда µлшемдер миллиметрмен кµрсетiледi. Тесiк µлшемдерi ‰лкен латын єлiпбиi єрпiмен, бiлiк µлшемдерi кiшi латын єлiпбиi єрпiмен шартты т‰рде белгiленедi. Тесiк µлшемi -D, бiлiк µлшемi -d. ¤лшем берiктiкке, ќаттылыќќа, шаршауѓа есептелiп, аныќталады немесе конструктивтiк ќажеттiлiкке орай тањдалып, сонан соњ ГОСТ 6636-69 бойынша ќалыпты сызыќтыќ µлшемдер ќатарынан ‰лкен µлшемге дµњгелектелiп ќабылданады. Алдаѓы есептеулерде ќолданылатын б±л µлшем номиналды (Dn, dn) деп аталады. Ќосылысты ќ±райтын тесiк ‰шiн де, бiлiк ‰шiнде номиналды µлшем бiрдей: Dn= dn. Наќты µлшем (Dе, dе)- б±л жасалѓан бµлшектiњ µнiмдi ќабылдау ‰шiн нормативтiк ќ±жатпен р±ќсат етiлген ќателiкте µлшенiп алынѓан µлшемi. Бiр станокта бiр сайманмен кµп мµлшерде жасалынып жатќан бµлшектердiњ наќты µлшемдерi ескеруге немесе реттеуге келмейтiн факторлердiњ єсерiнен бiр-бiрiне ±ќсамайды. ¤њдеуде наќты µлшемдердiњ шашылуынан арылу м‰мкiн емес, сол себептi шашылу аумаѓы ењ ‰лкен жєне ењ кiшi шектi µлшемдердi (Dmax, Dmin, dmax, dmin) ќабылдаумен шектеледi. Шектi µлшемдер деп екi жарамды шектi µлшемдi немесе осы µлшемдердiњ арасындаѓы наќты µлшемдi айтамыз. Дєлдiк шегi (Т) дегенiмiз ењ ‰лкен жєне ењ кiшi шектi µлшемдердiњ арасындаѓы айырмасы:
TD=Dmax-Dmin; Td=dmax-dmin. (1)
Дєлдiк шегi б±л жарамды бµлшектердiњ наќты µлшемдерi шектелiп орналасќан аралыќ. Ол тек оњ шамалы болады. Сызбада шектi µлшемдердiњ шектi ауытќулар шамасы номиналды µлшемдер арќылы белгiленедi. Шектi ауытќулар-шектi жєне номиналды µлшемдердiњ арасындаѓы алгебралыќ айырмасы. Ауытќулар жоѓарѓы жєне тµменгi болып бµлiнедi. Жоѓарѓы ауытќу ES, es – ењ ‰лкен шектi жєне номиналды µлшемдердiњ арасындаѓы алгебралыќ айырмасы:
ES=Dmax-Dn; es=dmax-dn. (2)
Тµменгi ауытќу EІ, ei – ењ кiшi шектi жєне номиналды µлшемдердiњ арасындаѓы алгебралыќ айырмасы:
EІ=Dmin-Dn; ei=dmin-dn. (3)
Дєлдiк шегi жоѓарѓы жєне тµменгi ауытќулардыњ арасындаѓы алгебралыќ айырмасыныњ абсолюттiк мєнiне тењ:
TD=ES-EІ; Td=es-ei. (4)
Отырѓызу-сањылаулы немесе керiлiстi болатын µлшемдерiмен аныќталатын бµлшектер ќосылысыныњ сипаты. Сањылау S – тесiк µлшемi D мен бiлiк µдшемiнiњ d арасындаѓы оњ айырмасы:
S=D-d. (5)
Сањылау тесiк µлшемiнiњ бiлiк µлшемiнен ‰лкен болѓандаѓы ќосылысында пайда болады да, бµлшектердiњ µзара еркiн кµбiрек немесе аздау жылжуын ќамтамасыз етедi. Керiлiс N –бiлiктiњ d µлшемi мен тесiктiњ D µлшемi арасындаѓы оњ айырмасы, яѓни бiлiк µлшемi ќ±растырѓанѓа дейiн тесiк µлшемiнен ‰лкен болса, онда
N=d-D. (6)
Керiлiс бµлшектердiњ µзара ќосылысыныњ берiктiгiн сипаттайды. Дєлдiк шегi мен аумаѓындаѓы тесiк пен бiлiктiњ наќты µлшемдерiнiњ шашылуы ќ±растырылатын ќосылыстаѓы сањылау мен керiлiс мєндерiнiњ шашылуына єкелiп соѓады. Ќосылыс сипатын талдау ‰шiн сањылау мен керiлiстiњ шектi мєндерiн бiлу ќажет. Шектi сањылаулар мен керiлiстердi аналитикалыќ жолмен тµмендегi µрнек бойынша аныќтауѓа болады: Smax=Dmax-dmin=ES-ei ; Smin=Dmin-dmax=EІ-es ; Nmax=dmax-Dmin=es-EІ ; (7) Nmin=dmin-Dmax=ei-ES.
Отырѓызудыњ дєлдiк шегi (Т) – ењ ‰лкен жєне ењ кiшi сањылау немесе керiлiстiњ µзара айырмасы:
Т =Smax-Smin; Т =Nmax-Nmin. (8)
Сонымен ќатар:
Т =Smax-Smin=(Dmax-dmin)-(Dmin-dmax)= Dmax-Dmin+dmax-dmin=TD+Td,
дєл осылай
Т=Nmax-Nmin=(dmax-Dmin)-(dmin-Dmax)= Dmax-Dmin+dmax-dmin=TD+Td.
Сонымен, отырѓызудыњ дєлдiк шегi тесiк пен бiлiктiњ дєлдiк шектерiнiњ ќосындысына тењ:
Т= TD+Td. (9)
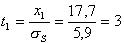
Бµлшектер ќосылысыныњ графикалыќ бейнеленуi тесiк пен бiлiктiњ шектi µлшемдерiнiњ араќатынасын жењiл игеруге м‰мкiндiк бередi жєне сањылау немесе керiлiстiњ дєлдiк шегiн аныќтаудаѓы барлыќ есептеудi айтарлыќтай ќысќартады (1, а-суретi).
1-сурет. Бµлшектер ќосылысын бейнелеу графигi: а-бµлшектер ќосылысыныњ схемасы; б-бµлшектер ќосылысыныњ дєлдiк шегi алањыныњ орналасу схемасы
Ењ ‰лкен жєне ењ кiшi µлшемдердiњ арасындаѓы штрихталѓан аумаќ дєлдiк шегi алањы деп аталады, ал оныњ биiктiгi дєлдiк шегiне тењ. Бiраќ б±л схема кµрнектi болѓанымен номиналды µлшем мен дєлдiк шегi жєне ауытќулар мєндерiнiњ арасындаѓы ‰лкен айырмашылыќќа байланысты масштаб бойынша бейнелеу м‰мкiн емес. Сол себептi практикалыќ маќсатта дєлдiк шегi алањыныњ ќарапайым схемасы (1, б-суретi) ќолданылады, м±ндаѓы номиналды µлшемнiњ орнына сєйкес келетiн нµльдiк сызыќ шектi ауытќуларды салудыњ бастапќы есептеу орны болып табылады. Нµльдiк сызыќтан масштабта шектi ауытќулар: плюс белгiдегi-жоѓары жаѓына, минус белгiдегi - тµменгi жаѓына салынады. Осындай схема бойынша бiлiк пен тесiктiњ шектi µлшемдерi, дєлдiк шегi, сањылауы жєне керiлiсi жењiл аныќталады. Практикалыќ сабаќты пысыќтау маќсатында тµмендегi мысалды ќарастырамыз. Мысал. Ќабысудыњ номиналды диаметрi 38 мм, бiлiк пен тесiктiњ отырѓызылуы-Н6 жєне r6 тесiк ж‰йесiнде жасалѓан (Н).
Шешуi:
1.1. Берiлген отырѓызудыњ шартты белгiсiн жазамыз: Ø38 H6/r6 .
1.2. СТ СЭВ 144-75 кестесi бойынша [2, 1.27…1.38-кестесi, 79…128 б.] тесiк пен бiлiктiњ шектi ауытќуларын аныќтаймыз:
тесiктiкi: Ø38 Н6=Ø38 мм,
бiлiктiкi: Ø38 r6=Ø38 мм.
1.3. Бµлшектердiњ шектi µлшемдерiн жєне оныњ дєлдiк шегiн табамыз:
тесiктiкi: Dmax=Dn+ES=38+0,016=38,016 мм, Dmin=Dn+EІ=38+0=38,0 мм. TD=ES-EІ=Dmax-Dmin; TD=0,016-0=38,016-38=0,016 мм. бiлiктiкi: dmax=dn+es=38+0,050=38,050 мм, dmin=dn+ei=38+0,034=38,034 мм. Td=es-ei=dmax-dmin; Td=0,050-0,034=38,050-38,034=0,016 мм. 1.4. Шектi керiлiстердi жєне отырѓызудыњ дєлдiк шегiн аныќтаймыз:Nmax=es-EІ=dmax-Dmin; Nmax=38,050-38=0,050-0=0,050 мм. Nmin=ei-ES=dmin-Dmax; Nmin=0,034-0,016=38,034-38,016=0,018 мм. TN=Nmax-Nmin; TN/=TD+Td; TN=0,050-0,018=0,032 мм, TN/=0,016+0,016=0,032 мм.
TN= TN/-есептiњ д±рыс шыѓарылуыныњ шарты орындалды.
1.5. Бµлшектердiњ ќабысќандаѓы беттiк кедiр-б±дырлыѓын тµмендегi µрнек бойынша аныќтаймыз:RzD=0,125*K*TD – тесiк ‰шiн, RzD=0,125*2*16=4 мкм. Rzd=0,125*K*Td - бiлiк ‰шiн, Rzd=0,125*2*16=4 мкм, (10)
м±ндаѓы К-µњдеудiњ дєлдiк дєрежесiн ескеру коэффициентi; 5…10-ѓа дейiнгi дєлдiк квалитеттерi ‰шiн К=2, ќалѓан квалитеттер ‰шiн К=1. Rzd-тiњ есептеу жолымен табылѓан мєнiн ГОСТ 2789-73 ќатарына сєйкестендiрiп [2, 2.62 - кестесi, 510 б.] ќабылдаймыз.
1.6. Тесiк пен бiлiктiњ дєлдiк шегi алањыныњ орналасу схемасын бейнелеймiз (2-сурет).
1.7. Ќабысуды ќ±рамалы жєне жеке бейнелеп, оныњ отырѓызылуы мен ауытќуын, дєлдiк квалитетi мен беттiк кедiр-б±дырлыѓын белгiлеймiз (3-сурет).
2-сурет. Ø38Н6/r6 ќабысудыњ дєлдiк шегi алањыныњ орналасу схемасы
3-сурет. Беттiњ кедiр-б±дырлыѓы кµрсетiлген ќабысудыњ ќ±растырмалы жєне жеке эскизi
3, 4- практикалыќ сабаќ Таќырыбы: ''Ќозѓалмалы ќосылыстардыњ отырѓызылуын есептеу жєне тањдау''
Тегiстi цилиндрлi ќосылыстар маќсаты бойынша тµмендегiдей ‰ш типке бµлiнедi: Ќозѓалмалы - µзара еркiн жылжитын бµлшектердiњ кепiлдi сањылаумен ќамтамасыздандырылуы; Ќозѓалмайтын – ж±мыс процесiнде тесiк пен бiлiктi салыстырѓандаѓы жылжымауыныњ кепiлдi керiлiсiнен немесе ќосымша бµлшектердi пайдалануымен ќамтамасыздандырылуы. Ауыспалы – бµлшектердiњ центрленуi аздаѓан сањылаумен немесе керiлiспен ќамтамасыздандырылып, ќосымша бµлшектi пайдаланумен µзара жылжуыныњ болдырылмауы. Жоѓарыда аталып µткенге сєйкес отырѓызулар кепiлдi сањылаулы, кепiлдi керiлiстi немесе ауыспалы болуы ќажет. Ќозѓалмалы ќосылыстыњ ж±мыс жаѓдайы мен сипаты кµпт‰рлi болып келедi. Мысалы, iштен жану ќозѓалтќышыныњ иiндi бiлiк мойны-астар арасындаѓы ќосылыс: поршень-гильза; поршень саусаќшасы-шатунныњ жоѓарѓы ќалпаќшасындаѓы тµлке ќосылыстары бµлшектерiнiњ µзара жылжу сипаты, температуралыќ режимi, май ќатынау єдiсi, к‰штiњ єсер ету баѓыттары бойынша бiр-бiрiнен ‰лкен айырмашылыќтары бар. Сол себептi, сањылаулы ќозѓалысты ќосылысты есептеуде бiркелкi есептеу єдiсi болуы м‰мкiн емес. Жауапты ќозѓалмалы ќосылыстыњ отырѓызу ж‰йесi есептеу негiзiнде тањдалады.
Мысал ретiнде, ењ кењ тараѓан бiлiк-сырѓанау подшипнигi ќосылысындаѓы ќозѓалыс типiнiњ есептеу єдiсiн ќарастырамыз. Тартылыс к‰шiнiњ єсерiнен бiлiк ќосылыстыњ тµменгi жаѓында орналасады. Айналудыњ нєтижесiнде ‰йкелiс к‰шiнiњ єсерiнен майлылыќ бiлiк пен тесiктiњ арасындаѓы сына тєрiздi ќуысќа кiредi. Сына тєрiздi ќуыста пайда болѓан ќысымныњ єсерiнен бiлiк майлы ќабыќтыњ бетiнен айналу жаѓына ќарай аздап жылжиды (4-сурет). Подшипниктiњ ±зындыѓы бойындаѓы h пен S мєндерi арасындаѓы ќатынасы тµмендегi ќатыстылыќ бойынша µрнектеледi:
м±ндаѓы ћ-ж±мыс жаѓдайындаѓы бiлiк пен подшипниктiњ беттерiнiњ ењ жаќындаѓан жерiндегi май ќабатыныњ ќалыњдыѓы, м; S - ќозѓалмай т±рѓандаѓы бiлiк пен подшипниктiњ арасындаѓы сањылау, м; l – подшипник ±зындыѓы, м; dn - ќосылыстыњ номиналды диаметрi, м; - ж±мыс температурасындаѓы майланатын майдыњ абсолюттiк т±тќырлыѓы, Па*с; q – орташа меншiктi ќысым, Па, подшипниктiњ цапфасына т‰сетiн к‰ш R, H арќылы тµмендегi µрнек бойынша аныќталады: .
Егер т±раќталѓан ќозѓалыста h=0,25*S болса, онда ‰йкелiс коэффициентi ењ кiшi боладыда, подшипниктiњ жылулыќ жаѓдайдаѓы ж±мысы жаќсара т‰седi. ¤рнекке ћ мєнiн ќойып, ењ тиiмдi сањылаудыњ мєнiн табамыз, м, .
Ж±мыс процесiнде бiлiк пен тесiктiњ беттерi тозып, нєтижесiнде сањылаудыњ ±лѓаятындыѓын ќозѓалысты отырѓызуды есептеу мен тањдауда ескеру ќажет. 5-суретте ќозѓалысты ќабысу процесiндегi уаќыттыњ µтуiне ќарай сањылаудыњ ±лѓаюы ќисыќ арќылы сипатталѓан. t1 уаќыт аралыѓында кедiр-б±дырлыќтыњ тегiстелуiне ќарай сањылау тез ±лѓаяды. t2 уаќыт аралыѓы- ќабысудыњ ќалыпты ж±мыс iстеу уаќыты. Сањылау б±л уаќыт аралыѓында салыстырмалы т‰рде жєйлап ±лѓаяды, яѓни ж±мыс уаќытына тiкелей пропорционалды. ‡шiншi уаќыт аралыѓында (t3) сањылау к‰рт ±лѓаюымен сипатталады. Ќабысудыњ ќалыпты жаѓдайы б±зылып, оны єлде де пайдалану апатты жаѓдайѓа єкелiп соѓуы м‰мкiн. Сол себептi, ќабысудыњ ќалыпты пайдалану аралыѓыныњ соњындаѓы сањылауды шектi жарамды сањылау Sш.ж. деймiз. Сањылаудыњ белгiлi бiр т±раќты ќарќында ±лѓаюында жєне т±раќты шектi жарамды сањылауда ќосылыстыњ ±заќ ж±мыс жасауын бастапќы сањылауды азайту арќылы iске асыру м‰мкiн. Сондыќтан бастапќы сањылауды тесiк пен бiлiктiњ кедiр-б±дырлыѓы биiктiгiнiњ ќосындысына азайту ќабысудыњ техникалыќ ресурсын ±зартады. ¤њделу кезiндегi кедiр-б±дырлыќ биiктiгiнiњ бастапќыдан 0,7-ге азаюын ескере отырып, отырѓызуды тањдаудаѓы есептi сањылауды тµмендегi µрнек арќылы аныќтауѓа болады:
Sесептi=Se.т.-1,4(RzD+Rzd). (13)
Ќабысуды ќ±растырудаѓы сањылау есептi сањылауѓа жуыќ болуы керек жєне стандартты отырѓызуды тањдауда тµмендегi шарт саќталуы тиiс:
Sорт.ст≤ Sесептi.
Ќабылданѓан отырѓызуды, ењ кiшi майлылыќ ќабыѓында тексеру ќажет. Б±л жаѓдайда: .
Ќ±рѓаќ ‰йкелiс болмау ‰шiн ењ аз майлылыќ ќабыѓыныњ ќалыњдыѓы бiлiк пен тесiк кедiр-б±дырлыѓыныњ биiктiктерi ќосындысынан кµп болуы керек, яѓни
hmin> RzD+Rzd. (15)
Егер шарттыњ екеуi де саќталса, онда отырѓызу д±рыс тањдалѓан. Егер отырѓызу шартты ќанаѓаттандырмаса, онда басќа отырѓызуды тањдап ќайта тексеру жасалады. Бiлiк-сырѓанау подшипнигi ќабысу типi ‰шiн оптималды кедiр-б±дырлыќ Rz=1,6…6,3 мкм аралыѓында болуы керек. Мысал. Тµмендегi берiлген мєндер бойынша стандартты отырѓызудыњ сањылауын ќабылдау ќажет:
dn=0,095 м; l=0,05 м; =100 c-1; =0,03 Па*с; q=55*105 Па; RzD=3,2 мкм; Rzd=3,2 мкм.
Шешуi:
2.1. hS мєнiн аныќтаймыз:
2.2. Ењ тиiмдi сањылаудыњ Se.т мєнiн аныќтаймыз: .
2.3. Есептi сањылаудыњ Sесептi мєнiн беттiњ кедiр-б±дырлыѓын ескере отырып табамыз:
Sесептi=Se.т-1,4(RzD+Rzd)=59,5-1,4(3,2+3,2)=50,5 мкм.
2.4. 1.47 - кестесi [2, 145…151 б.] бойынша:
Sорт.ст Sесептi – шартын ќанаѓаттандыратын отырѓызуды тањдаймыз. Б±л шартќа Smax=69 мкм, Smin=12 мкм, Ø95 Н7/g6 отырѓызуы сєйкес келедi, ал орташа стандартты сањылау
2.5. Майлылыќ ќабыѓыныњ ењ ж±ќа ќалыњдыѓын аныќтаймыз: .
2.6. hmin>RzD+Rzd – шарты бойынша (11,25>3,2+3,2) майлылыќ ќалыњдыѓы саќталады, яѓни отырѓызу д±рыс тањдалѓан. Ендi осы отырѓызу бойынша ауытќулар кесте арќылы аныќталады.
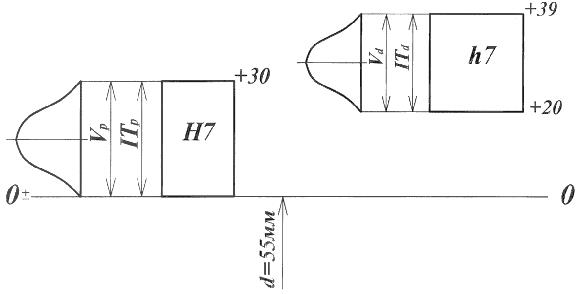
2.7. шартын саќтай отырып, тµлке мен бiлiк ‰шiн ємбебап µлшеу аспабы тањдалады; м±ндаѓы - цилиндрлi тегiс б±йымдарды µлшеудегi шектi жарамды аѓаттыќ. Есептеу бойынша тањдалѓан отырѓызу дєлдiк шегi (ІT) мєнi мен ќабысудыњ номиналды диаметрiне (dn) байланысты 3-кестеден [аныќтамалыќ материалдарды ќарањыз] аныќталады; -µлшеуiш аспаптарыныњ шектi аѓаттыѓы; ќосымшаныњ VІІ – кестесi [1, 344 б.] арќылы табылады. Осы табылѓан мєнiне сєйкес ємбебап µлшеуiш аспабы ќабылданады.
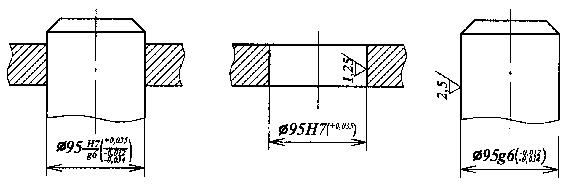
2.8. Ќабылданѓан отырѓызудыњ дєлдiк шегi алањыны» орналасу схемасын бейнелеймiз (6-сурет).
2.9. Ќабысуды ќ±рамалы жєне жеке бейнелеп, оныњ отырѓызлуы мен ауытќуын, беттiк кедiр-б±дырлыѓын белгiлеймiз (7-сурет).
6-сурет. Ø95Н7/g6 ќабысудыњ дєлдiк шегi алањыныњ орналасу схемасы
7-сурет. Ауытќуы кµрсетiлген ќабысудыњ ќ±растырмалы жєне жеке эскизi 5,6- практикалыќ сабаќ Таќырыбы: ''Ќозѓалмайтын ќосылыстардыњ отырѓызылуын есептеу жєне тањдау''
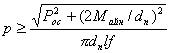
Керiлiстi отырѓызу ажырамайтын ќосылыстарда ќолданылады. Ќабысатын бµлшектердiњ µзара ќозѓалмауы сыѓымдап отырѓызу кезiнде пайда болатын созылмалы деформацияныњ нєтижесiнде iске асады. Кейде ‰лкен айналдыру моментiн беруде ќабысатын беттерде т‰сетiн к‰штi азайту ‰шiн ќосымша бекiту бµлшектерi (шпонкалар, б±рандалар, штифтер) ќолданылады. Б±л жаѓдайда айналдыру моментi шпонка арќылы берiледi де, ал керiлiс бµлшектiњ осьтiк жылжуынан саќтайды. Керiлiс ажырамайтын отырѓызуларда бiлiк пен тесiктiњ µзара ќозѓалмауына кепiл болып ќана ќоймай, олардыњ ќосылысы кезiнде бµлшектердiњ сынбауында ќамтамасыз етуi керек. Осы жєйттер ескерiле отырылып, ќозѓалмайтын отырѓызу есептеу жолы арќылы тањдалады. Ќозѓалмайтын ќабысу арќылы берiлетiн ‰ш т‰рлi к‰штiњ болуы м‰мкiн: айналдыру моментi (Майн); осьтiк к‰ш (Рос); айналдыру моментi мен осьтiк к‰шi (Майн жєне Рос). Осы к‰штердi беру ‰шiн ќажеттi ќысымды олардыњ т‰рлерiне ќарай тµмендегi µрнектер арќылы аныќтауѓа болады:
м±ндаѓы р-ќысым, Па; l - ќабысу ±зындыѓы, м; Майн – ењ ‰лкен айналдыру моментi, Нм; Рос – ењ ‰лкен осьтiк к‰ш, Н; f - ‰йкелiс коэфициентi.
Лямэ есептемесiнiњ негiзiнде ќалыњ ќабырѓалы цилиндрлер ‰шiн жалпы жаѓдайда жоѓарыда келтiрiлген к‰штердi бере алатындай ењ кiшi керiлiстi тµмендегi µрнек бойынша аныќтайды:
Nmin=pdn(CD/ED+Cd/Ed), (17)
м±ндаѓы EDжєне Ed– бiлiк материалы мен тесiк материалыныњ серпiмдiлiк модульдерi, Па; CD жєне Cd - µрнек бойынша аныќталатын коэффициенттер
d1 жєне D2 µлшемдерi 8-суретте кµрсетiлген. Тесiк материалы- мен бiлiк материалы- ‰шiн Пуассон коэффициенттерi: болаттiкi – 0,3; шойындiкi – 0,25; ќоланiкi – 0,35; жездiкi – 0,38.
Бµлшектi берiктiкке тексеру ‰шiн, оныњ кернеулiгiн есептеу ќажет. Ол ењ ‰лкен тањдалѓан отырѓызу ‰шiн керiлiс кезiнде пайда болады:
Б±л кернеулiктер ќапсыратын жєне ќапсырылатын бµлшектер ‰шiн тµмендегiше µрнекпен табылады:
Егер б±л кернеулiктер материалдыњ аѓу шегiнен кем болса, яѓни жєне
онда отырѓызу д±рыс тањдалѓан. Мысал. Тµмендегi берiлген мєндер бойынша стандартты керiлiстi ќабылдау ќажет: dn=0,15 м; D2=0,25 м; l=0,18 м; Майн=9000 Н*м; d1=0 (б‰тiн бiлiк); Тµлке мен бiлiктiњ материалы – сталь40; f=0,085. Бiлiктiњ кедiр-б±дырлыѓы – Rzd=6,3 мкм, тесiктiњ кедiр-б±дырлыѓы RzD=6,3 мкм.
Шешуi:
3.1. Ќабысатын беттердiњ арасындаѓы ењ кiшi ќысымды аныќтаймыз: .
3.2. Ењ кiшi керiлiстiњ мєнiн табамыз:
м±ндаѓы
3.3. Есептi керiлiс мєнi тµлке мен бiлiктiњ беттiк кедiр-б±дыры ескерiле отырып есептеледi:
Nесептi=Nmin+1,2(RzD+Rzd)=27+1,2(10+6,3)=46,5 мкм.
3.4. Кесте бойынша тµмендегi шартты ќанаѓат-тандыратындай стандартты отырѓызуды ќабылдаймыз:
Nmin.ст Nесептi.
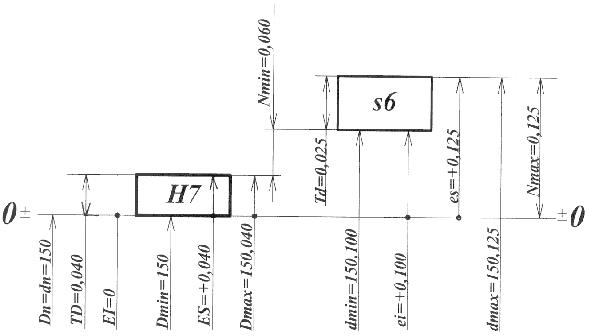
Б±л шартты ќанаѓаттандыратын H7/s6 отырѓызылуыныњ ењ кiшi керiлiсi Nmin.ст=60 мкм. 3.5. Ø150 H7/s6 отырѓызуын ќолданудыњ нєтижесiнде болатын ењ ‰лкен ќысым:
3.6. Тµлкедегi ењ ‰лкен кернеулiк .
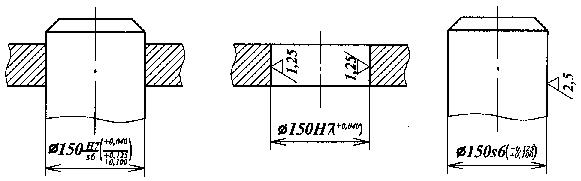
3.7. Ќапсырылатын бµлшектiњ берiктiк шарты – болат 40 ‰шiн аѓу шегi -ѓа тењ болѓандаѓы шарт , 1001<3400 Па саќталады, яѓни отырѓызу д±рыс тањдалѓан. 3.8. Ємбебап µлшеуiш аспаптар 2-мысалдаѓыша тањдалады. 3.9. Ќабысатын беттердiњ дєлдiк шегi алањыныњ орналасу схемасы мен сызбалары (9,10-суреттер) бейнеленедi.
9-сурет. Ø150Н7/s6 ќабысудыњ дєлдiк шегi алањыныњ орналасу схемасы
10-сурет. Ауытќуы кµрсетiлген ќабысудыњ ќ±растырмалы жєне жеке эскизi
7,8- практикалыќ сабаќ Таќырыбы: ''Ауыспалы отырѓызылуды есептеу жєне тањдау''
Ауыспалы отырѓызу ќабысуда нµльге жуыќ сањылаулы да, керiлiстi де болуымен сипатталып, ж±мыс процесiнде µзара ќозѓалмайтын бµлшектердi центрлеу ‰шiн ќолданылады. Б±л жаѓдайдаѓы ќозѓалмау шпонканы, штифтi жєне де басќа бекiткiш т‰рлерi арќылы к‰штi ќабылдап, оны єрi ќарай беру ‰шiн ќолданылады. Ауыспалы отырѓызу ‰шiн м‰мкiндiктi сањылау мен керiлiстi аныќтаудыњ єдiсiнен, оныњ пайыздыќ ара ќатынастыѓын наќты мысалда ќарастырамыз. Ø55
ќабысуы ‰шiн, тесiк пен бiлiктiњ µлшемдерiнiњ шашылу алањын µњдеудегi дєлдiк шегiне тењ есебiнде, яѓни жєне , жєне шашылу алањы шегiндегi тесiк пен бiлiк µлшемдерiнiњ бµлу зањы ќалыпты (11-сурет) деп ќабылдаймыз. Сонда сањылаудыњ (керiлiстiњ) бµлу зањы ќалыпты болады. Ол тµмендегi мєндермен сипатталады:
11-сурет. Ауыспалы отырѓызудаѓы м‰мкiндiктi сањылау мен керiлiс
м±ндаѓы ;
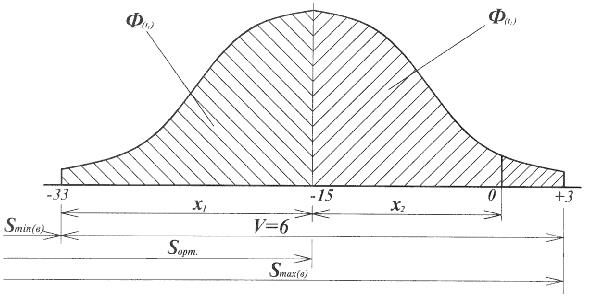
12-сурет. Ауыспалы отырѓызудаѓы сањылау мен керiлiстiњ пайыздыќ ара ќатынасын аныќтау
12-суретте кµрсетiлгендей, м‰мкiндiктi сањылаулар мен керiлiстер тµмендегi µрнек арќылы табылады:
. Отырѓызудаѓы пайда болатын м‰мкiндiктi сањылаулар мен керiлiстердi аныќтауда Ф(t1) мен Ф(t2) мєндерiн табу ќажет. Б±л ‰шiн тєуекелдiлiк коэффициентiн есептеймiз: ; .
Лаплас функциясын І-ќосымша кестесiнен [2,334 б.] табамыз. –14,5-тен 32,2-ге дейiнгi аралыќта пайда болуы м‰мкiн керiлiстiњ функциясы Ф(t1)=0,5 тењ. –14,5-тен 0-ге дейiнгi аралыќта пайда болуы м‰мкiн керiлiстiњ функциясы Ф(t2)=0,4931 тењ. Сонда б±л отырѓызудыњ пайда болуы м‰мкiн керiлiсi:
PN= Ф(t1)+ Ф(t2)=0,5+0,4931=0,9931,
ал пайда болуы м‰мкiн сањылауы:
PS=1-PN=1-( Ф(t1)+ Ф(t2))=1-(0,5+0,4931)=0,0069.
Сањылау мен керiлiстiњ пайыздыќ ара ќатынасы тµмендегi µрнек арќылы табылады:
QN=100* PN=99,31%; QS=100* PS=0,69%.
Сонымен, H7/n6 отырѓызуындаѓы барлыќ ќосылыстар негiзiнен керiлiстi болып келедi. Єрт‰рлi ауыспалы отырѓызудаѓы сањылаулы жєне керiлiстi отырѓызудыњ аралыќ ќатынастары тµмендегi 1-кестеде келтiрiлген.
1-кесте. Ауыспалы отырѓызудаѓы сањылаулар мен керiлiстердiњ ара ќатынасы
Поиск по сайту: |



 (11)
(11)
 (12)
(12) (14)
(14)

 .
.


 (16)
(16)
 (18)
(18) 8-сурет. Керiлiстi отырѓызудаѓы бiлiк пен тесiктiњ µлшемдерiнiњ аралыќ ќатынасы
8-сурет. Керiлiстi отырѓызудаѓы бiлiк пен тесiктiњ µлшемдерiнiњ аралыќ ќатынасы
 (21)
(21)
 (22)
(22) және
және 



 , себебi
, себебi  .
.