|
|
|
Архитектура Астрономия Аудит Биология Ботаника Бухгалтерский учёт Войное дело Генетика География Геология Дизайн Искусство История Кино Кулинария Культура Литература Математика Медицина Металлургия Мифология Музыка Психология Религия Спорт Строительство Техника Транспорт Туризм Усадьба Физика Фотография Химия Экология Электричество Электроника Энергетика |
Стандарттар категориялары 11 страница
Өлшем дәлдігі өңдеуге қабылданған дәлдік шегімен анықталады. Ағаттықтардың өңдеудегі немесе өлшеудегі пайда болуы өлшемдердің таралу аумағына әкеліп соғады. Өлшемдердің таралуы төмендегі негізгі статистикалық параметрлер өзгерулері: орташа арифметикалық өлшем χ, таралу диапазоны Ŕ, орташа квадраттық ауытқу Орташа арифметикалық өлшем χ, бұл нақты өлшемдер қосындысының, оның санына бөліндісіне тең:
χ = (χ 1 + χ 2 ,+..., χ + χ N ) / N, (32) мұндағы χ 1 + χ2 +...+ χ N - бөлшектердің нақты өлшемдері;
N-нақты өлшемдердің саны. Орташа арифметикалық өлшем топталу орталығының орнын анықтайды. Өлшем өзгеруі аумағының диапазоныR – ең үлкен және ең кіші өлшемдердің өзара айырмасына тең.
R=Xmax -X min, (33) мұндағы Xmax және X min - ең үлкен және ең кіші өлшемдер. Өлшемдер өзгеруі аумағының диапазоны топталу ортасы маңайындағы өлшемдердің таралуын ғана сипаттайды. Өңдеу дәлдігін немесе өлшеуді талдау үшін таралу аумағы диапазонының ішіндегі өлшемдер өзгеруінің сипатын білу қажет. Орташа квадраттық ауытқу σ-өлшемнің өзгеруін сипаттайтын негізгі параметрлердің бірі:
σ =
Белгілі өлшемдер саны 25-тен асқан жағдайда орташа квадраттық ауытқуды төмендегідей өрнек бойынша анықтауға болады.
σ =
Өзгеру жайлы сипаттаманың көрнекілігі қисықтың бөлініс түрінде тұрғызылу әдісіне қарай бөлініс гистограммасы, эмпириялы қисықтың немесе бөлініс полигоны ( аймағы ) және теориялық қисықтың бөліністері болып келеді. Өзгеру қисықтығын тұрғызуда абсцисса өсінің бойына Хi өлшемін немесе оның орташа арифметикалық Өзгерудң полигоны мен гистограммасын салу үшін ордината осьінің бойына төмендегі өрнек бойынша анықталатын салыстырмалы жиілікті түсіреді.
мұндағы Теориялық қисықтыққа бөлінісіп тұрғызуда ордината өсінің бойына кездейсоқтықты мөлшердің ықтималдық тығыздығы усалынады. Өзгерудің гистограммасындағы немесе полигонындағы аралық шегндегі аудан салыстырмалы жиілікке тең де, ал теориялық қисықтықта - өлшемнің пайда болу ықтималдығы осы аралықта болады. Практикалық есептеулерде, апроксинацияланып табылған гистограммамен бөлінудің эмпириялық қисықтығы бойынша анықталған бөлінудің теориялық қисқтық бөлінісі қолданылады.
Лекция 13.1. Беттік пішін және оның орналасу ауытқулары
Пішіннің дәлдігі сызба арқылы берілген номиналды беттердің пішінінен шынайы беттердің пішінінің ауытқуы бойынша сипатталып ГОСТ 24642-81 стандартымен анықталады. Шынайы беттердеп бөлшекті шектеп тұратын және оны қоршаған ортадан бөлектейтін беттерді айтамыз. Номиналды беттер деп есептеу жолымен сызба арқылы немесе басқа да бір техникалық құжаттар бойынша берілген тегісті пішіндегі беттерді айтады. Пішіндердің сандық жағынан ауытқуын бағалау үшін қапсырылған беттер немесе профильдер принципін қолданады. Профильді немесе қапсырылу беті деп номиналды пішіндегі беттердің шынайы беттермен қапсырылғаннан кейінгі бөлшек материалының сыртындағы қалыпты аумақ шегіне ең жақын орналасқан ауытқулы беттерді айтады. Пішіннің ауытқуының сандық бағалануы шынайы беттердің ауытқу нүктесінен қапсырылатын бет нүктесіне дейінгі ең үлкен ара қашықтығы - Пішіннің ауытқулары кешендіжәнедербесті болып келеді.
Сопақшалық (овальдық)–бұл дөңгелектіктен ауытқуы, яғни бұл жағдайда дөңгелектің көлденең қимасының нақты профилі сопақша тәрізді пішіннен тұрады. Мұның ең үлкен және ең кіші диаметрлері өзара перпендикулляр орналасады. Сопақшаның өлшем мәндері оның ең үлкен және ең кіші диаметрлерінің жартылай айырмасына тең болады:
12-сурет. Цилиндр пішінінің көлденең қимадағы ауытқуы: а-кешенді қисықты дөңгелек; б – сопақшалы (овальдық); в – жақтаулы сопақшалық (огранкалық) Сопақшалықтыңпайда болуы кескіш (токарлық) немесе ажарлағыш станоктардың шпиндельдерініңкескішінің – соғылуынан, жасалатын бұйымның көлденең қимасының пішінінің ауытқуларынан, бөлшектің теңселуінен және де басқа жағдайлардан пайда болады. Жақтаулы сопақшалық (огранкалық)–бұл дөңгелектен ауытқу, яғни оның көлденең қимасының нақты профилі доға түріндегі үшжақты пішінде болады. Бұл да сопақшалық сияқты, дөңгелектіктен ауытқуы сандық жағынан Үш жақты сопақтықтың пайда болуы бөлшекті өңдеу кезінде айналу ортасының жылдам өзгеруінің; ортаға дәл келтірілмей немесе дұрыс центрленбей ажарлаудың және кесуде станок-құрылғы – сайман –бөлшек жүйесінің мықты бекітілмеуі жағдайларының әсерінен болады. Цилиндрлі беттердің бойлық қимасы профиліндегі дербес ауытқулар конустәрізді, бөшке тәрізді, ертәрізді, осьтік түзуліктен ауытқулы болып келеді.
13-сурет. Цилиндр пішіндерінің көлденең қимадағы ауытқулары: а-конус тәрізді; б-бөшке тәрізді; в- ер тәрізді; г-дөңесті
Сонымен қатар темір кесуші станоктарында өңделген бөлшек беттерінде көлденең және ұзындық бойлық бағыттарында әртүрлі қисықтар пайда болады. Бұл қисықтар, олардың пішіні, өлшемі, қайталау жиілігі кесу сайманына, өңдеу режимі мен әдісіне, бөлшектердің материалына және станок-құрылғы-сайман-бөлшек жүйесінің қозғалмалылығынан болады. Бағалануы бойынша қисықтықтар толқындықты және кедір-бұдырлықтыбеттер болып болып бөлінеді. Толқындықты деп қисықтың көтеріңкілік пен төмендікті периодтық қайталану қосындысы, яғни мұндағы көтеріңкілік пен төмендіктің аралық ара қашықтығы базалық ұзындықтан (1) асып түседі. Стандарттаудың ұсынысы бойынша толқындықтың қалыпты параметрі Толқындықтың биіктігі
Толқындықтың сандық шекті мәндерін төмендегі қатар бойынша қабылдау қажет (мкм): 0,1; 0,2; 0,4; 0,8; 1,6; 3,2; 6,3; 12,5; 25; 50; 100; 200. Толқындықтың орташа қадамы
Толқындық пен кедір бұдырлықтың аралық шекарасы шартты түрде өзара бөлінеді. Себебі, базалық ұзындықты (L) пайдалану тұрғысында өзгертіп отырғаннан толқындық пен кедір-бұдырлықтың параметрлік сандық мәндері де өзгеріп отырады. Қадамның биіктікке қатынасын қолдану арқылы оның сапалық критериясын (ара жігін) ажыратуға болады.
40 < 1000 <
14-сурет. Беттің толқындығы
Кедір-бұдырлық дегеніміз базалық ұзындық (l) шегідегі салыстырмалы кіші қадамды беттік профильдің қисықтығының жиынтығы. ГОСТ 25142-82 стандарты бойынша кедір-бұдырлықты сандық жағынан бағалау үшін параметрлер қатары қарастырылған. Есеп алу бірдей база арқылы профильдің орташа сызығы m бойынша қабылданады. Профильдің орташа сызығын m базалық сызық деп атайды. Мұндағы базалық ұзындық шегіндегі профильдің у1, у2, …уn нүктелерінің квадраттық жиынтығының ара қашықтықтары бұл сызыққа өте қысқа бет профилінің номиналды пішінін құрайды (9-сурет). Базалық ұзындық – (l) – l қадамынан артықтау, басқаша қисықтық түрлері ескерілмей кедір-бұдырлықты өлшеу үшін таңдалатын беттік аумағының ұзындығы. Базалық ұзындықтың сандық мәндері төмендегі қатар бойынша таңдалады (мм): 0,01; 0,03; 0,08; 0,25; 0,80; 2,5; 8; 25. Неғұрлым қисықтың өлшемдері үлкен болған сайын, соғұрлым базалық ұзындық ұзындау болуы керек. Кедір-бұдырлықтың сандық бағалануы төмендегі параметрлер бойынша жүргізіледі: Ra – профильдің орташа арифметикалық ауытқуы; Rq – профильдің орташа квадраттық ауытқуы; Rmax – профильдің ең биік қисығы; Sm – қисықтың орташа қадамы; S – жоғарғы қыры бойынша қисықтың орташа қадамы; tp – профильдің салыстырмалы тірек ұзындығы; p – ойық пен төбешіктің дөңгелектік радиусы.
15-сурет. Кедір-бұдырлықтың параметрлерін анықтау Профильдің орташа арифметикалық ауытқуы Ra – деп абсолюттік мәндері бойынша өлшеніп алынған профиль нүктесінен орта сызығына дейінгі аралықтардың (у1, у2, …уn) орташа мәнін табамыз.
Профильдің орташа квадраттық ауытқуы Rq – базалық ұзындық шегінде түбір астындағы профильдің квадраттық ауытқуының орташа мәні ретінде анықталады.
Профильдің қисықтық биіктігі RZ – базалық ұзындық шегіндегі профильдің тереңірек орналасқан бес ойығы мен профильдің ең жоғарғы орналасқан бес төбешік биіктігінің орташа абсолюттік мәндерінің оң нүктедегі қосындысы.
Кедір-бұдырлықтың Ra, Rq, Rmax, Sm және S параметрлерінің сандық мәндері қалыптастырылған. Олардың мәндері 11-кестедегі /Серый И.С./ сандық қатардан таңдалады. Rq және р параметрлері қалыптастырылмаған. tp мен р сандық мәндері қалыптастырылмаған. Бұлардың мәндері 115 бетте /Серый И.С./ келтірілген қатардан таңдалады. Сызбадағы беттің кедір-бұдырлығы ГОСТ-2.309-73 стандарты бойынша төмендегі үш белгінің біреуімен бейнеленеді: - бұл жағдайда, кедір-бұдырлық параметрлерінің тек қана шекті мәндері ғана көрсетіліп, оның өңдеу түрі көрсетілмейді; - бұл жағдайда, кедір-бұдырлық параметрлерінің мәндерімен қоса, оның өңдеу түрі де көрсетіледі, мысалы ажарлау, хронингілеу; - бұл жағдайда беттің кедір-бұдырлығы келіп түскендегі жағдайда сақталып, металл қабаты сылынбай-ақ жасалады, мысалы құйма, түю штамповкілеу. Кедір- бұдырлық параметрлерінің мәндері белгінің үстінде көрсетіледі. Rа параметрі тек қана сандық мән бойынша, ал басқа параметрлердің барлығы әріппен және сандық мәнімен көрсетіледі. Бірнеше параметрлерді көрсететін кезде, жоғарысына профильдің биіктігі, төменірек – қадамы және одан да төменіне – профильдің салыстырмалы тірек ұзындығы көрсетіледі, мысалы
16-сурет. Сызбадағы кедір-бұдырлықты белгілеудің мысалдары Өңдеу түрі кедір-бұдырлық белгісі полкасының үстінде көрсетіледі. Қисықтың бағытының шартты белгіленуі, сызбада қажетті, жағдайда, төмендегі белгілердің біреуі арқылы көрсетіледі: = (паралельді) М (еркінді) (перпендикулярлы) С (дөңгелекті) Х (айқасулы) R (радиалды) болып келеді және бұл бұл белгілер кедір-бұдырлық белгісі полкасының астыңғы жағына орналастырылады. Базалық ұзындықтың L мәнін кедір-бұдырлық бағытының белгіленуінің үстіңгі жағына белгі полкасының астыңғы жағына орналастырылады (16-сурет, б).
Лекция 14.1. Өлшеу құралдарының метрологиялық сипаттамалары
ГОСТ 16263-70 метрология жөніндегі терминдер мен анықтамаларды қарастырады. Физикалық мөлшерлерді тәжірибе жүзінде арнайы қолдануға арналған техникалық құралдармен тауып белгілеуді өлшеу деп түсінеміз.Өлшеудің негізгі теңдеуінің түрі
Q = g · u , (44) мұндағы Q –физикалық мөлшердің мәні; g- қолдананатын бірліктегі физикалық мөлшердің сандық мәні; u – физикалық мөлшердің бірлігі. Физикалық өлшем бірлігі / u / - бұл сапалы түрде физикалық мөлшерді сол табиғатында бағалау үшін келісіліп, қабылданған өлшемнің физикалық мөлшері. Халықаралық деңгейде физикалық мөлшер бірлігін унификаттау (бір жүйеге келтіру) үшін Халықаралық бірлік жүйесі СИ құрылған. Өлшеу құралдарының негізгі метрологиялық көрсеткіштері Прибор шкаласының бөлігі – шкаладағы қатар тұрған екі белгінің арасы; Шкала бөлігінің ұзындығы (интервалы)– қатар тұрған шкала белгісі осьтерінің ара қашықтығы; Шкала бөлігінің құны – қатар тұрған шкала белгісіне сәйкес келетін мөлшер мәнінің айырмасы: мысалы прибордың шкала бөлігінің ұзындығы (интервалы) 1 мм – ге тең болғанда, 0,002 мм болады; Көрсеткіш диапазоны ( шкала бойынша өлшеу) -бастапқы және соңғы мәндермен тұйықталған шкала мәндерінің облысы, мысалы: оптиметрдің диапазон көрсеткіші ± 0,1 мм; Өлшеу диапазоны- өлшеу құралдарының қалыптастырылған жарамды ағаттық шегі белгіленген өлшеу мөлшері мәнінің облысы; Өлшеу шегі - өлшеу диапазонының ең үлкен және ең кіші мәні ; Өлшеу күші - өлшенетін бөлшекпен түйісетін жердегі өлшегіштің ұшының әсер ету күші ; Өлшеу құралының жарамды ағаттық шегі– жарамды деп қабылданып қолдануға жіберілетін өлшеу құралдарының ең үлкен ағаттығы ; Өлшеу құралдарының қалыптылығы - барлық уақытта да метрологиялық көрсеткіштің тұрақтылығын білдіретін қасиеті; Өлшеу ағаттығы- өлшенетін мөлшердің өз мәні мен өлшеу қорытындысының айырмасы; Өлшеу дәлдігі- ағаттықтың нольге жуық қорытындысын білдіретін өлшем сапасының сипаттамасы. Өте жоғары дәлдікте ағаттықтың барлық түрі өте төмен болады ; Өлшеу құралдарының дәлдігі – ағаттығының нөльге жуықтауын сипаттайтын өлшеу құралының сапасы; Өлшеу приборының сезімталдылығы- өлшеу құралының белгіні өлшеудегі оның өлшеу мөлшерінің қатынасы; Түзетілуі– жүйелі түрде қайталанатын ағаттықты болдырмау үшін өлшеу приборының көрсеткішіне немесе өлшеуіштің номиналды мәніне алгебралық жолмен қосу мөлшері. Жазық параллельді ұзындықтың түпкілікті өлшеуішіцилиндрлік стержень немесе тік бұрышты параллелипед (плиткі) тәрізді болып келеді. Ұзындықты өлшемге жұмыс өлшеміне дәл келтірілген екі параллельді беттердің ара қашықтығы жатады. Цилиндрлік стерженьдер өндірісте көп қолданысқа ие болғандықтан, оларды негізінен қалпына келтіру өлшемі ретінде ғана (мысалы, микрометр үшін ) қолданады. Жазық параллельді ұзындықтың түпкілікті өлшемі болат материалдан жасалып, ажарланады және дәлдікке келтіріледі. Өте аз қисықты жазық пен ең аз кедір бұдырлықтың әсерінен плиткілер бір-бірімен үйкелу қабілетіне ие болады.Үйкелулігі плиткінің бетімен , өте жұқа (0,002 мм дейін) май қабатының өзара тартылуымен түсіндіріледі. Үйкеліске ұшыраған плиткілер тұтас бір блокті құрайды. Олардың өлшем дәлдігі плиткілер арасындағы аз саңылаулардың әсерінен бұзылмайды. Сондықтан өлшеу кезінде тұтас блокті қолдану ыңғайлы. Жазық параллельді ұзындықтың түпкілікті өлшемі – машина жасаудағы өлшем бірлігін сақтаудың негізгі құралы болып табылады. Оның көмегімен басқа приборлар мен құралдардың дәлдіктері тексеріледі, бөліктенеді және икемделеді. Сонымен қатар оларды бөлшектердің өлшемін алуға, оларды бақылауға және белгі соғу жұмыстарына қолданады. Басқа да өлшеу құралдарын бөліктеп және тексеру үшін үлгі ретіндегі плиткілер, ал бөлшектерді, өлшеумен, оларды бақылау және белгі соғу үшін – жұмысшы плиткілер пайдаланылады. Плитка өлшемі ретінде, оның ортанғы өлшемі, яғни бір плитканың жұмыс бетінің ортасынан ( диагоналдарының қиылысу орнынан) жазықтыққа үйкелісе орналасқан плитканың келесі жұмыс бетіне дейінгі ара қашықтығы алынады. Жазық параллельді ұзындықтың түпкілікті өлшемін жасау дәлдігі бойынша 00, 0, 1, 2, 3 сияқты бес класқа бөлінеді. Қолданыстағы түпкілікті өлшем үшін қосымша – 4 және 5 екі класс қабылданған. 00 класты шеткі өлшемдер тек қана тұтынушының сұранысы бойынша жасалады. Түпкіліктік өлшемнің сыныбы плитканың ортаңғы өлшемінің , оның номиналды өлшеміне жуықтау дәрежесін сипаттайды. Жұмыс плиткалары үшін қажетті дәлдікті қамтамасыз ету үшін керек класты таңдап алу жеткілікті. Үлгілік өлшем үшін өте жоғарғы дәлдік қажет етіледі. Ондай дәлдіктік бес түрлі разрядты -1,2,3,4,5 - ті қабылдау арқылы шешімін табады. Түпкілікті өлшем разряды жазық параллельдіктен ортаңғы өлшем ұзындығы мен оның шекті ауытқуын анықтауға қолданылған прибордың шекті ағаттығымен сипатталады. Разрядтармен сипатталатын түпкілікті өлшемдерге плитканың номиналды өлшемнен нақты өлшемдерінің ауытқуы көрсетілген аттестат беріледі. Сонымен, мұндай плиткалардың дәлдігі, оны аттестаттауға қолданылған прибордың ғана дәлдігімен анықталады.
Поиск по сайту: |
 σ бойынша анықталады.
σ бойынша анықталады.
 ( Xi -X )2 (34)
( Xi -X )2 (34)
 Хi ауытқуын салады.
Хi ауытқуын салады. ═ nxi / N , (36)
═ nxi / N , (36)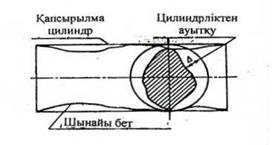
 (37)
(37)
 бойынша анықталады.
бойынша анықталады.
 -арқылы анықталған.
-арқылы анықталған. - анықталған бес орташа арифметикалық мәндер:
- анықталған бес орташа арифметикалық мәндер: (38)
(38) - профильдің орташа сызығы
- профильдің орташа сызығы  бойынша өлшенген қатар орналасқан толқындардың бір-бірімен аттас беттерінің ара қашықтығының
бойынша өлшенген қатар орналасқан толқындардың бір-бірімен аттас беттерінің ара қашықтығының  орташа арифметикалық мәні
орташа арифметикалық мәні (39)
(39) < 40 –кедір-бұдырлылық;
< 40 –кедір-бұдырлылық;

 (41 )
(41 ) (42)
(42) (43)
(43)