|
|
|
Архитектура Астрономия Аудит Биология Ботаника Бухгалтерский учёт Войное дело Генетика География Геология Дизайн Искусство История Кино Кулинария Культура Литература Математика Медицина Металлургия Мифология Музыка Психология Религия Спорт Строительство Техника Транспорт Туризм Усадьба Физика Фотография Химия Экология Электричество Электроника Энергетика |
Виготовлення відбивачів світильників
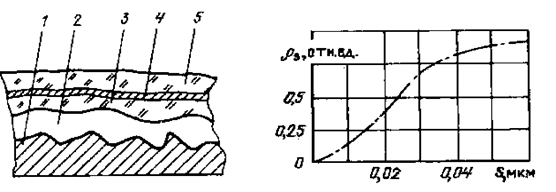
Як відомо, існують три основні види відбиття: дзеркальне (кут падіння дорівнює куту відбиття), дифузне (тілесний кут відбитого потоку складає 2p) і спрямовано-розсіяне (світловий потік відбивається у напрямках, близьких до напрямку зеркального відбиття). Дзеркальним відбиттям відзначаються поліровані металічні поверхні. Дифузне відбиття забезпечують поверхні, вкриті білими емалями. Спрямованно-розсіяним відбиттям відзначаються металічні травлені або слабкополіровані поверхні. Дзеркальні відбивачі застосовуються при виготовленні світильників і прожекторів, призначених для освітлення промислових підприємств і відкритого простору. Дзеркальні відбивачі потужних прожекторів з дуговими ЛВІ (ДРІ, ДРЛ) іноді виготовляють з силікатного скла з гальванічним срібленням робочої поверхні. Дифузні відбивачі застосовують при виготовленні СП для освітлення промислових, адміністративних і жилих приміщень. Спрямовано-розсіювальні відбивачі використовують в деяких випадках для освітлення промислових приміщень. Спосіб електрохімічного полірування і подальшого напилення використують для дзеркальних відбивачів з ЛВІ типу ДРІ і ДНаТ. Для виготовлення відбивачів придатні лише ті метали, що мають високий коефіцієнт відбиття, відзначаються значною механічною та корозійною стійкістю та недифіцитні. З усіх металів цими властивостями характеризується лише алюміній. Його коефіцієнт відбиття 0,94. Разом з цим алюміній має цінну властивість самопасивації, тобто здатність утворювати на своїй поверхні оксидні плівки Al2O3, які прозорі й захищають більш глибокі прошарки алюмінію від корозійних процесів. Так, уже через 2-3 хв. на свіжополірованій поверхні алюмінію утворюється плівка Al2O3 затовшки 3 мкм. На сухому, чистому повітрі така плівка зберікається протягом 4-5 років. Проте агресивне середовище (наприклад, морське повітря) швидко знищує цю плівку, що призводить до потускніння відбивачів. Для підвищення стійкості алюмінієвих відбивачів процес самопасивації активізують штучно, для чого до складу технологічних процесів виготовлення відбивачів додають додаткові операції. За кордоном штучне підсилення самопасивації називається альзак-процесом, у нас - електрохімічним поліруванням. Сутність цих процесів одна – полірування покриття і створення товстого прошарку плівки Al2O3. Найбільш простим методом підсилення самопасивації у алюмінія є оксидування в лужно-кислому електроліті (3% розчин лужної кислоти НООС-СООН) при густині струму 2—4,5 А/дм2 протягом 30-60 с. При цьому утворюється плівка А12О3 товщиною 0,02 - 0,05 мм. Розповсюдженим є також спосіб кварцування - напилення у вакуумі на плівку А12О3 прошарку монооксиду кремнію SiO2. Така плівка відзначається підвищеною стійкістю до впливу природного (тропічний клімат) і штучного (випаровування органічних розчинників у хімічних цехах) агресивного середовища, витримує значні перепади температур від -60 до +80°С і нагрів до +300°С але має недолік – знижує до 5%коефіцієнт r, який після такої операції не перебільшує 0,93. Кварцування не зовсім зручне і для виробництва - необхідність створення високого вакуума і високої температури на випаровувачах (до 1800°С), а також строгий контроль за дозуванням пасти, що містить двоокись кремнію. З урахуванням того, що алюміній є м’яким металом, для його обробки підбирають м’який абразивний інструмент (войлочні круги, змащені пастою ГОИ). Після механічного полірування виконують хімічну чи електрохімічну обробку поверхні. Разом з гальванічною часто використовують і вакуумну дзеркалізацію. Вибір матеріалу для вакуумного напилення виконують, керуючись експлуатаційними і економічними міркуваннями. Високим відбиванням характеризуються плівки з срібла (r=0,94), золота (r=0,82), кадмію (r=0,86), алюмінію (r=0,94). Видно, що алюміній є найпріоритетнішим матеріалом. Крім сорту матеріалу на його відбивальні характеристики не останню роль відіграє ступінь його чистоти – бездомішковість (“impurity”) і спектральний склад опромінення. Вплив хімічного складу алюмінію на його відбивальні властивості чітко простежується на рис. 38.1. Видно, що використання високочистого алюмінію може сприяти збільшенню коефіцієнта r практично у два рази. На рис. 38.2 показано вплив спектального складу джерела світла на якість ефекту дзеркального відображення від відбивача 1 2 Рис. 38 - Вплив різних чинніків на відбивальні характеристики металів (1,5 місяця) у атмосфері; криві 2, 2’ визначено для алюмінію при відповідних умовах експерименту). При вакуумному напиленні слід враховувати деякі нюанси. По-перше, плівка металу точно копіює рельєф поверхні, і якщо він недосконалий, неможливо одержати відбивачі з коефіцієнтом відбиття више ніж 0,4-0,45. По-друге, слід враховувати низьку адгезію алюмінію до сталі. Тому (див. рис. 39) перед металізацію треба спочатку згладити поверхню (нанести на метал 1 відбивача емаль 2 для грубого і лак 3 для тонкого згладження поверхні). Після цього можна нанести покриття 4 методом катодного розпилення у вакуумі, яке вкрити лаком 5 для зовнішнього захисту. Чим товше прошарок 4, тим значніший коефіцієнт відбиття у відбивача СП, як це наглядно видно з рис. 40.
Рис. 39 - Розріз відбивача Рис. 40 - Залежність r від товшини плівки Лакове покриття металічної плівки є перевіреним способом захисту від впливу експлуатаційних чинників. Найбільш розповсюдженими є лаки марок УВЛ-3, МЛ-255, МЧ-52, МЛ-133. Меламіноалкідний лак МЛ-133 найбільш часто застосовують у світлотехнічному виробництві і наносять на робочу поверхню за технологією занурення. Товщина лакової захистної плівки звичайно складає 14—18 мкм. Зниження коефіцієнта відбиття r на 4-6 % компенсується збільшенням терміну служби відбивачів до 8 років. Захистом алюмінієвого відбивача може бути і рідке скло. За цією технологією готові дзеркалізовані відбивачі занурюють у ванни з рідким склом. Час занурення не перебільшує 5 с, час сушіння складає 60-90 хв. Як підкладка до виготовлення відбивачів з алюмінізованою поверхнею використовують тонколистову сталь товщиною 0,6-0,8 мм і листовий алюміній товшиною 1-2,5 мм. При складанні технологічного процесу виготовлення відбивачів з алюмінізованою поверхньою треба послідовно визначити всі необхідні операції. Як приклад, розглянемо типову технологічну схему алюмінізації металічних відбивачів, що складається з низки обов’язкових етапів: 1. Підготовка відбивачів перед алюмінізацією: 1.1. Знежирення у розчині уайт-спірита (2 хв.); 1.2. Промивка у гарячій проточній воді; 1.3. Промивка у холодній проточній воді; 1.4. Промивка у розчині натрієвого хромпика (концентрація до 1,5 г/л); 1.5. Сушіння при температурі 80-100°С; 1.6. Нанесення емалі марки У-418 способом занурення при температурі 1.7. Сушіння протягом 50 хв. при температурі 200°С; 1.8. Лакування способом занурення (лак марки УВЛ-3). Температура деталей перед зануренням 60—80°С. Час затвердіння лака 15 хв.; 1.9. Сушіння при температурі 90— 130°С (30 хв.); 2. Підготовка випаровувачів до роботи: 2.1. Підготовка вольфрамового джгута; 2.2. Підготовка алюмінієвої фольги; 2.3.Обмотка вольфрамового джгута фольгою. 3.Обробка відбивачів електричним розрядом в інертному газі 4. Алюмінізація відбивачів у вакуумі. 5. Закріплення і захист прошарку алюмінію. Контрольні запитання 1. Види відбивальних поверхонь. 2. Обгрунтування вибору матеріалу для напилення. 3. Які чинники впливають на коефіцієнт відбиття поверхні? 4. Відбивач у розрізі. Призначення кожного з прошарків відбивача. 5. Побудова технологічної схеми виготовлення відбивача ЛЕКЦІЯ 16
Поиск по сайту: |
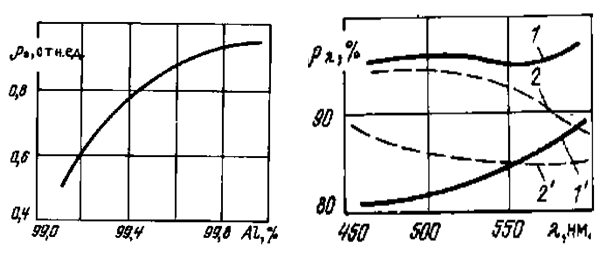 (криві 1, 1’ визначено для срібла – щойно напиленого (1) і після перебування
(криві 1, 1’ визначено для срібла – щойно напиленого (1) і після перебування