|
|
|
Архитектура Астрономия Аудит Биология Ботаника Бухгалтерский учёт Войное дело Генетика География Геология Дизайн Искусство История Кино Кулинария Культура Литература Математика Медицина Металлургия Мифология Музыка Психология Религия Спорт Строительство Техника Транспорт Туризм Усадьба Физика Фотография Химия Экология Электричество Электроника Энергетика |
Методи і обладнання нанесення лакофарбового покриття
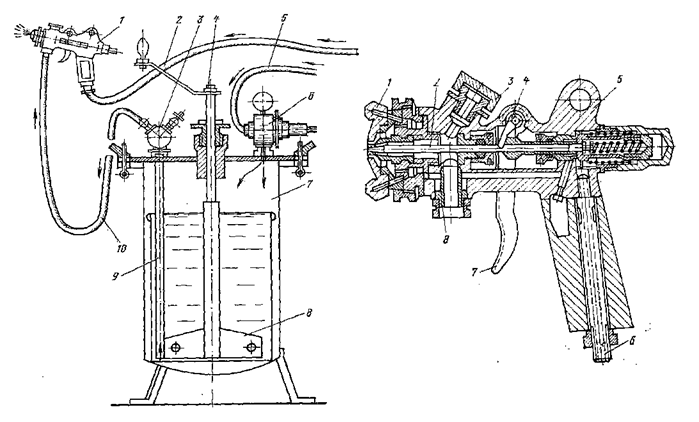
1. Пневматичне розпилення. Це один з найбільш розповсюджених способів фарбування. Його сутність полягає у розпиленні фарби стиснутим повітрям. Він забезпечує високу рівномірність нанесення прошарку фарби і високу продуктивність роботи. Схема пневматичного розпилення наведена на рис. 32. Стиснуте повітря під тиском 0,2-0,5 МПа по шлангу 5 через знижувальний редуктор 6 надходить до баку 7 з фарбою, яка перемішується крильчаткою 8, оберти якої здійснюють вручну 4. Під тиском фарба починає витіснятися до трубки 9 і через кран 3 по каналу 10 надходить до фарбувального пістолета 1. До пістолета по шлангу 2 подають стиснуте повітря, яке розпилює фарбу на дрібні частинки. При натисненні на гачок пістолета відкривається сопло і фарба у розпиленому вигляді подається на поверхню деталі. Схему пневматичного пістолета наведено на рис. 33.
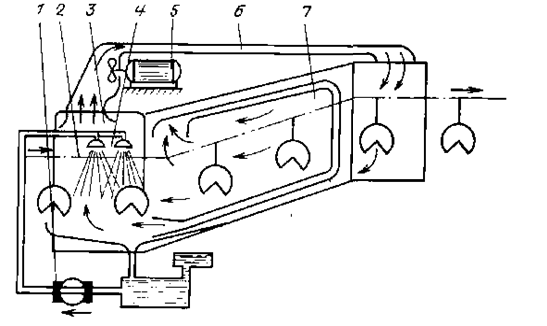
Рис. 32 - Пневматичне розпилення Рис. 33 - Пневматичний пістолет Метод пневматичного розпилення має недоліки. По-перше, це токсичність і пожежонебезпечність, по-друге, значні втрати фарби. Для усунення цих недоліків призначені фарбувальні камери – тупикові чи прохідні (залежно від того, в який спосіб здійснюється подання деталей – відповідно вручну чи автоматично). Фарбувальна камера містить систему вентиляції, фільтри для очищення повітря, пристрої для відбору фарби і СП місцевого освітлення. Схема камери наведена на рис. 34. Корпус камери 2 розміром 1х2 м2 виготовлений з тонкого сталевого листа. На стінках камери розташовані утримувачі зайвої фарби 4 – канали, з яких тече вода, що надходить з баку 3. У
центрі камери знаходиться стіл 5 (який може вільно обертатися), призначений для влаштування на ньому деталей, що підлягають фарбуванню. Краплі фарби, Рис. 34 - Фарбувальна камера що не потрапляють на деталь, утримуються водою, яка вільно потрапляє у бак 6. У баці вода з фарбою розділяється на дві складові. Фарба витісняється нагору і спливає на поверхню, а вода залишається внизу. У результаті воду можна відкачати через канал 7 до баку 3, а фарбу знову подати до пневматичного пістолета. Вентиляційний канал 1 знижує концентрацію шкідливих і вибухонебезпечних парів у камері. Слід відзначити, що наведені в нашому прикладі габарити камери не є жорстко регламентованими, і залежать від габаритів деталей, що готуються до фарбування. 2. Фарбування в електростатичному полі.Робочу схему, що реалізує вказаний метод, наведено на рис. 35. Як видно з рисунка, на рухомий заземлений конвеєр 3 навішуються деталі 2, що мають бути пофарбовані. Фарба до розпилювачів подається з баку 4. Розпилювачі 1 виконано таким чином, що вони можуть обертатися навколо своїх осей, що збільшує ефективну площу фарбування. На трубку, через яку надходить фарба, подають напругу 80 кВ негативної полярності, так що частинки фарби набувають електричного заряду і прискорюються електричним полем, рухаючись до позитивно зарядженої поверхні деталі.. Міжелектродна відстань складає 2-3 см. Рівномірний рух конвеєра забезпечує рівномірність покриття.
За цим способом фарба може наноситись на деталі і в сухому вигляді (порошкове фарбування). Після обсипання фарбовим порошком деталі на конвеєрі проходять через піч. Зберігання фарби тут значне. Рис. 35 - Фарбування в електростатичному полі 3. Занурення деталей у фарбу.Це найбільш простий і вельми продуктивний з точки зору техніки виконання спосіб. Він придатний для деталей обтічної форми (на яких не утримується фарба, що призвидить до різнотовщинного фарбування). При фарбуванні за цим способом необхідно контролювати в’язкість фарби, що впливає на товщину прошарку фарби і швидкість її стікання з вже пофарбованої поверхні. Слід зазначити, що спосіб занурення не підходить для одержання фарбованих поверхонь високої якості. При зануренні під прошарок фарби попадають повітряні бульбашки, часто трапляються напливи фарби.
4. Фарбування електроосадженням.Це гібрид способів занурення деталей у фарбу і фарбування в електростатичному полі. Робочу схему, що демонструє вказаний спосіб, наведено на рис. 36. Як видно з рисунка, деталі підвішують на позитивно заряджений 3 конвеєр 4 і просувають через бак 1 з фарбою 2, яка постійно перемішується повітрям від насоса 5. Бак 1 відіграє роль негативно зарядженого електрода. Під дією електричного поля частинки фарби рухаються до деталей і осаджуються на них. На початку процесу Рис. 36. Фарбування електроосадженням. фарбуються ті місця, де електричне поле сильніше (виступи), далі починають профарбовуватись інші ділянки. У результаті на виробі утворюється щільна однорідна плівка однакової товщини. Оптимальний режим електроосадження такий: густина струму 0,2-0,6 А/дм2, температура фарби у баці 25 °С, час електроосадження 1-3 хв. Після електроосадження деталі промивають водою, витримують на повітрі близько півгодини і висушують при температурі 120-200 °С. Цей процес легко піддається автоматизації, і витрати фарби незначні. 5. Струминний облив.Принципово фарбування обливом (див. рис. 37) мало чим відрізняється від фарбування зануренням. Цей спосіб застосовують для фарбування деталей, до якості яких немає строгих вимог. Деталі на рухомому конвеєрі 2 просуваються до фарбувальної камери 3, де їх обливають фарбою через форсунки 4. Зайва фарба стікає в бак, звідки може нагнітатися насосом 1 знову до форсунок. Вхідний і вихідний тамбури (для подання заготовок і виведення виробів) оснащені повітряними завісами, що не пропускають токсичні випаровування до приміщення цеху. Тривалість обливу складає 1-2 хв.
Рис. 37 - Фарбування обливом Товщина покриття деталі фарбою контролюється витримкою фарбованої деталі у парах розчинника, які нагнітаються в тунель 7 (де накопичуються вироби) вентилятором 5 через патрубки 6. Товшина фарбування виробів в цей спосіб зворотно пропорційна концентрації парів розчинника і часу витримки деталі в них (що, як правило, не перебільшує 15 хв). Консентрація токсичній парів не повинна досягати 1/2 від граничної концентрації вибуху. Контрольні запитання 1. Пневматичне розпилення. Схема промислової установки. Принцип роботи пневматичного пістолета. Фарбування у камері. 2. Фарбування в електростатичному полі і зануренням деталі у фарбу. 3. Фарбування електроосадженням. 4. Струминний облив. ЛЕКЦІЯ 14
Поиск по сайту: |