|
|
|
Архитектура Астрономия Аудит Биология Ботаника Бухгалтерский учёт Войное дело Генетика География Геология Дизайн Искусство История Кино Кулинария Культура Литература Математика Медицина Металлургия Мифология Музыка Психология Религия Спорт Строительство Техника Транспорт Туризм Усадьба Физика Фотография Химия Экология Электричество Электроника Энергетика |
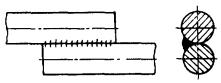
Сварка протяженными швами с нахлесткой
Тип соединения 12 (рис. 54)
Рис. 54 Таблица 92 Норма на 1 соединение
Область применения: Класс арматуры......................................... А-I A-II А-III A-IV, A-V Диаметр стержней, мм............................. 10-40 10-80 10-40 10-22 Примечание. При сварке стержней арматуры класса А-I к нормам расхода следует применять поправочный коэффициент 0,75; арматуры классов А-IV и А-V - поправочный коэффициент 1,25. Тип соединения 13 (рис. 55)
Рис. 55 Таблица 93 Норма на 1 соединение
Область применения: Класс арматуры...................................................... А-I A-II А-III Диаметр стержней, мм.......................................... 10-40 10-25 10-18 Примечание. При сварке стержней арматуры классов А-II и А-III к нормам расхода следует применять поправочный коэффициент 1,33. Тип соединения 14 (рис. 56)
Рис. 56 Таблица 94 Норма расхода на 1 соединение
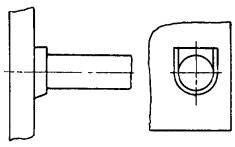
Область применения: Класс арматуры...................................................... А-I A-II,A-III Ат-III A-IV, A-V Диаметр стержней, мм.......................................... 10-40 10-40 10-18 10-22 Примечание. При сварке стержней арматуры класса А-I к нормам следует применять поправочный коэффициент 0,75; арматуры классов А-IV, А-V - коэффициент 1,25. Глава 8. СВАРКА ТАВРОВЫХ СОЕДИНЕНИЙ ЗАКЛАДНЫХ ДЕТАЛЕЙ Сварка ванная одноэлектродная в инвентарных формах (горизонтальное положение стержней) Тип соединения 18 (рис. 57)
Рис. 57 Таблица 95 Норма на 1 соединение
Область применения : Класс арматуры........................................................................ А-I¸А-III Диаметр стержней, мм............................................................ 16-40 Тип соединения 19 (рис. 58)
Рис. 58 Таблица 96 Норма расхода на 1 соединение
Область применения: Класс арматуры........................................................................ А-III Диаметр стержней, мм............................................................ 32-40
Поиск по сайту: |