|
|
|
Архитектура Астрономия Аудит Биология Ботаника Бухгалтерский учёт Войное дело Генетика География Геология Дизайн Искусство История Кино Кулинария Культура Литература Математика Медицина Металлургия Мифология Музыка Психология Религия Спорт Строительство Техника Транспорт Туризм Усадьба Физика Фотография Химия Экология Электричество Электроника Энергетика |
Классификация систем регулированияСтр 1 из 10Следующая ⇒
Министерство образования и науки Российской Федерации Российский государственный университет нефти и газа им. И.М. Губкина Факультет автоматики и вычислительной техники Кафедра автоматизации технологических процессов Лекции по дисциплине: «Автоматизация производственных процессов» Лектор: доцент Шарова И.Я.
Москва 2012 Автоматизация производственных процессов. Лекция №1 Литература: 1. Андреев А.П. «Автоматизация процессов добычи и подготовки нефти и газа», 2008 г. УДК 658.52.011-56 2. Андреев А.П. «Технологические средства систем управления технологическими процессами нефтяной и газовой промышленности». 3. Андреев А.П. «Программные средства систем управления технологическими процессами нефтяной и газовой промышленности».
Иерархия уровней АСУ ТП. Под технологическим объектом управления (ТОУ) можно понимать какой-то технологический аппарат какой-то технологический объект. Управление – целенаправленное воздействие на ТОУ, которое обеспечивает его функционирование в нужном режиме и оценивается величиной критерия управления. Может иметь экономическую или технологическую природу. Регулирование – частный случай управления, стабилизация технологического параметра (поддержание параметра на заданном оперативном значении). Первое, что нужно сделать для оптимизации производства – получить информацию о технологических параметрах. В качестве технологических параметров может выступать температура (t), давление (P), расход (F), уровень (L), какой-либо показатель качества (Q). Необходимо вычислить управляющее воздействие и оптимальный технологический процесс. Затем все это необходимо реализовать на специальных технических устройствах. Для автоматизации используется три уровня управления.
↑- информационные потоки++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++++ ↓ - управляющие потоки (говорят о том, ) ОПС – оперативные производственные службы; ЛС – локальные системы (человека нет); ТОУ - технологический объект регулирования;
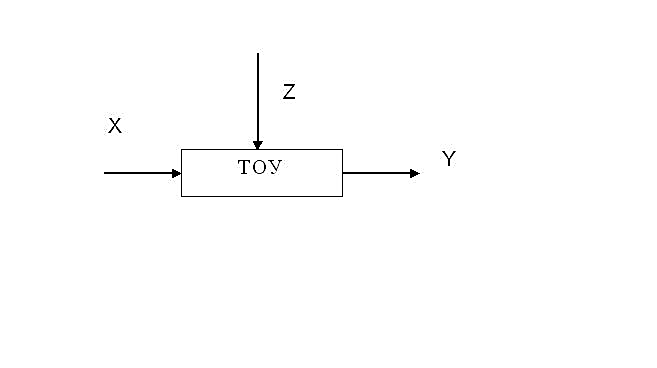
Сокращения: АРМ – автоматизированное рабочее место. ПО – программное обеспечение. САУ – системы автоматического управления. ПЛК – программируемый логический контроллер. ИУ – исполнительное устройство. ИП – измерительные преобразователи. Уровень 1. Локальные системы управления. Локальные системы решают задачу стабилизации технологического параметра или поддержания параметра на заданном значении, которое задается технологом-оператором (например, Т = Т0, где Т – текущее значение параметра, Т0 – заданное значение). Средствами стабилизации являются программируемые логические контроллеры (ПЛК) и автоматические регуляторы. В локальных системах работают автоматические системы управления. Уровень 2. Автоматизированные системы управления технологическими параметрами (АСУТП). На этом уровне решаются оптимизационные задачи, при решении которых широко используется математический аппарат и вычислительная техника. Автоматизированная система – присутствие человека обязательно. Автоматическая система – все решает контроллер. Автоматизированная система управления предприятием (АСУП) Здесь решаются чисто экономические задачи, используется вычислительная техника. В настоящее время строятся системы с использованием АСУТП и основная система – это система SCADA. SCADA система – это система сбора данных и супервизорного управления. Система SCADA – многоуровневая система. На верхнем уровне есть главный центр управления. Он получает информацию об удаленных технологических объектах управления и обеспечивает оператору графический материал, выдает данные об изменениях в технологическом процессе, а так же сохраняет информацию обо всех изменениях технологического процесса. В сложных системах используется региональный центр управления. Он получает информацию из локальной системы и передает в главный центр управления. Локальные системы. В локальных системах работают системы автоматического регулирования, а, кроме того, системы логического управления Структурная схема объекта регулирования.
X – вход объекта; Y – регулируемый параметр (параметр, который необходимо стабилизировать); Z – внешнее воздействие, влияющее на Y;
Y сравнивается с заданным значением Yо. Лекция №2. Классификация систем регулирования. Системы автоматического регулирования могут работать по нескольким принципам регулирования: · по принципу регулирования по отклонению; · принцип регулирования по возмущению; · комбинированный принцип. 1.
Для того, чтобы система работала, нужно, чтобы было отклонение Y от Yо. ПЛК вырабатывает X независимо от количества отклонений. 2.
ПЛК снимает основное возмущение Z1. Более быстрое устройство. 3.
Классификация систем регулирования: 1. По числу контуров: · одноконтурные; · многоконтурные. 2. По количеству параметров регулирования: · одномерные системы регулирования · многомерные 3. По назначению Y0: · система стабилизации (Y0 = const); · программное управление (Y0 = f(t)); · следящие системы (Y0 = f(Y1)).
4. T iwnmDlEaQjxCs6yRHpdZySan58NwQjjLAhkvdBllz6TqZSxa6QM7gZCeGt8VXRzH+CwEB+oKKHfI l4V+efGzoVCD/UxJi4ubU/dpw6ygRL3SyPnFaDwOmx6V8WSWomJPLcWphWmOUDn1lPTi0sff0Xd2 hbOpZOTtsZJDzbiQkfnD5wkbf6pHr8cvvvgFAAD//wMAUEsDBBQABgAIAAAAIQBZAuWs3QAAAAkB AAAPAAAAZHJzL2Rvd25yZXYueG1sTI/LToRAEEX3Jv5Dp0zcGKeBDE8pJmqicTuPD2igBoh0NaF7 BubvbVe6rNyTe0+Vu1WP4kqzHQwjhJsABHFj2oE7hNPx4zkDYZ3iVo2GCeFGFnbV/V2pitYsvKfr wXXCl7AtFELv3FRIaZuetLIbMxH77GxmrZw/5062s1p8uR5lFASJ1Gpgv9Crid57ar4PF41w/lqe 4nypP90p3W+TNzWktbkhPj6sry8gHK3uD4Zffa8OlXeqzYVbK0aEOIy3HkWI8hCEB+Isy0HUCGmU gKxK+f+D6gcAAP//AwBQSwECLQAUAAYACAAAACEAtoM4kv4AAADhAQAAEwAAAAAAAAAAAAAAAAAA AAAAW0NvbnRlbnRfVHlwZXNdLnhtbFBLAQItABQABgAIAAAAIQA4/SH/1gAAAJQBAAALAAAAAAAA AAAAAAAAAC8BAABfcmVscy8ucmVsc1BLAQItABQABgAIAAAAIQAwtLv5OwIAACoEAAAOAAAAAAAA AAAAAAAAAC4CAABkcnMvZTJvRG9jLnhtbFBLAQItABQABgAIAAAAIQBZAuWs3QAAAAkBAAAPAAAA AAAAAAAAAAAAAJUEAABkcnMvZG93bnJldi54bWxQSwUGAAAAAAQABADzAAAAnwUAAAAA " stroked="f">
· непрерывные (аналоговые); · релейные; · импульсные. В аналоговых непрерывное изменение входной величины Y непрерывно меняется выходная Xр. Релейные системы – имеется релейный элемент, он непрерывную величину преобразует в дискретную величину. Релейные системы быстрее. В импульсных системах имеется элемент, который вырабатывает импульсы определенной длительности.
Поиск по сайту: |