|
|
|
Архитектура Астрономия Аудит Биология Ботаника Бухгалтерский учёт Войное дело Генетика География Геология Дизайн Искусство История Кино Кулинария Культура Литература Математика Медицина Металлургия Мифология Музыка Психология Религия Спорт Строительство Техника Транспорт Туризм Усадьба Физика Фотография Химия Экология Электричество Электроника Энергетика |
Вибір режимів різання при шліфуванні ⇐ ПредыдущаяСтр 10 из 10
Глибина шліфування: t = 0,005...0,015 мм на прохід при чистовому шліфуванні, t = 0,010...0,025 мм при чорновому шліфуванні. Число проходів визначається як:
де z – припуск на сторону, мм Повздовжня подача при шліфуванні S, мм/об:
S = Sд×Вк, (5.66)
де Sд – повздовжня подача в долях ширини круга, мм (Вк = 20...60 мм). При круглому шліфуванні S залежить від виду шліфування: - S = (0,3...0,5)Вк – при чорновому шліфуванні деталей, виготовлених із любих матеріалів, діаметром менше 20 мм; - S = (0,6...0,7)Вк – для деталей виготовлених із чавуна; - S = (0,75...0,85) – при чистовому шліфуванні не залежно від матеріалу та діаметру деталі. Кругова швидкість деталі Vд: Vд = 20...80 м/хв (при чорновому шліфуванні); Vд = 2...5 м/хв (при чистовому шліфуванні). Число обертів деталі (частота обертання):
де D – діаметр деталі, мм. Розрахунок оперативного часу при шліфуванні:
Топ = То + Тдоп, (5.68)
Основний час при шліфуванні визначається
То =
де L – довжина повздовжнього ходу столу: - при шліфуванні на прохід, L = l + (0,2...0,4)Вк; - при шліфуванні в упор, L = l – (0,4...0,6)Вк; l – довжина оброблюваної поверхні; k – коефіцієнт точності (для чорнового шліфування складає 1,1; для чистово го -1,4). Допоміжний час (Тдоп) при шліфуванні визначається з табл.5.44. Додатковий час (Тдод) для шліфувальної операції визначається в відсотках від оперативного часу (То), який складає (К = 9%). Норма часу для шліфувальної операції визначається з виразу (5.61). Підготовчо заключний час на проведення операції можна визначити з табл.5.45.
Таблиця 5.44 Допоміжний час при роботі на круглошліфувальних верстатах, хв.
Таблиця 5.45 Підготовчо-заключний час при шліфуванні
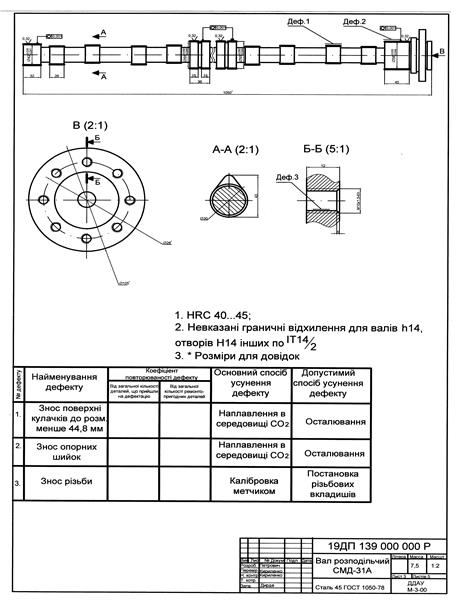
Після складання планів операцій, вибору режимів і розрахунку норм часу в курсовому проекті розроблюється ремонтне креслення деталі. На основі вибраного технологічного процесу відновлення, планів операцій, вибраних режимів відновлення, розрахунку норм часу і розробленого ремонтного креслення в курсовому проекті розроблюється комплект технологічної документації. Розробка технологічної документації. Технологічний процес – частина виробничого процесу, який містить в собі ціленаправлені дії зі змін і послідуючого визначення стану предмету праці (ГОСТ 3.1109-82). Проектуючи процес відновлення деталі студент повинен розробити відповідну технологічну документацію (МК, КЕ, ОК і КТТП). Маршрутна карта (МК) відновлення деталі складається на усі можливі дефекти згідно ЄСТД. Вихідними даними для розробки. МК служить карта ескізів або ремонтне креслення, схема обраного раціонального способу усунення дефектів, відомості для вибору обладнання і оснастки, розряд роботи і норми часу. Як ескіз до маршрутної карти відновлення деталі допускається подавати ремонтне креслення. При цьому на ньому повинні бути пронумеровані усі поверхні, які обробляються, вказані номера і назви дефектів. Номер поверхні, яка обробляється проставляють в колі діаметром 6...8 мм і з’єднують з розмірною лінією. Карта ескізів (КЕ) до маршрутної карти відновлення деталі є обов’язковим технологічним документом і складається за ГОСТ 3.1118-82. На КЕ повинні бути вказані дані, необхідні для виконання технологічних процесів відновлення (розміри, граничні відхилення, означення шорсткості поверхні, технічні вимоги тощо). Таблиці, схеми, технічні вимоги, а також номера і назви дефектів вказують праворуч від зображення або під ним. Ескізи виконуються від руки, без дотримування масштабу, в олівці чи туші. Необхідна кількість видів, розтинів, перерізів і виносних елементів на ескізі виробу встановлюється за умови забезпечення наочності і виразності зображення поверхні деталі, що відновлюється. Поверхні виробу, що відновлюються слід наводити суцільною лінією в 2...3 рази товщою від основної. На ескізах усі поверхні, що відновлюються нумерують арабськими цифрами в напрямку руху годинникової стрілки. Номер поверхні вказують в колі діаметром 6...8 мм і з’єднують з розмірною лінією. Ремонтне креслення деталі. До нормативно-технічної документації належать ремонтні креслення деталей (рис.3.1). Вони є робочим конструкторським документом для організації ремонтного виробництва, які містять значний обсяг даних технологічного характеру. Для розробки ремонтного креслення деталі необхідний певний комплект вихідних документів і даних, до яких відносяться: - робоче креслення на виготовлення деталі; - технічні вимоги на дефектацію деталі; - дані про коефіцієнти повторюваності дефектів (за результатами статистичної обробки даних про повторюваність дефектів, отриманих у процесі дефектації деталей даного найменування); - технічні вимоги на відновлювальну деталь; - технологічні способи усунення дефектів. Ремонтне креслення оформляють за правилами, встановленими ГОСТ 2.604-68 і РТМ 70.0001.053-85. Ремонтні креслення виконують на аркушах формату А3. При цьому зображення відновлюваної деталі, специфікацію, технічні вимоги і таблицю категорійних розмірів виконують на першому аркуші, а види, розміри, перерізи, таблицю дефектів – на наступних аркушах. Допускається виконувати ремонтні креслення на аркушах інших форматів за ГОСТ 2.301-68, але не більше формату А1. На ремонтних кресленнях поверхні, які підлягають обробці при ремонті, виконують основною суцільною товстою лінією, решту частини зображення – суцільною тонкою лінією (у два-три рази тоншою основної суцільної лінії). Місця дефектів нумерують відповідно до номера дефекту, вказаного у таблиці дефектів, наведеній на ремонтному кресленні. Розмір шрифтів номерів позицій, дефектів, літерних позначень має бути у 1,5 раза більший, ніж розмір цифр розмірних чисел, які застосовують на тому ж ремонтному кресленні. Позначення дефектних місць мають відповідати наведеним на рис.5.1. На ремонтних кресленнях зображують тільки ті види, розрізи і перерізи та вказують ті розміри, граничні відхилення, допустимі похибки взаємного розміщення осей і поверхонь, параметри твердості, шорсткості поверхонь тощо, які мають бути виконані і перевірені у процесі відновлення деталі. Числові значення і позначення розмірно-точносних характеристик, параметрів твердості та шорсткості поверхонь мають бути такими, як на робочому кресленні. Граничні відхилення лінійних розмірів вказують чисельними значеннями або умовними позначеннями, відмічаючи у дужках їх цифрове значення На кресленні деталі розміри, необхідні для розрахунку нормативів часу на обробку виробу, обладнання (габаритні розміри), проектування оснащення тощо, для яких не потрібен контроль, проставляють у вигляді довідкових розмірів відповідно до ГОСТ 2.307-68. До таблиці дефектів заносять інформацію, яка характеризує дефекти і способи їх усунення. У графі „Найменування дефекту” записують всі дефекти, за якими деталь згідно із технічними вимогами підлягає відновленню. При цьому вказують характер дефекту (знос, тріщина, пошкодження тощо) і допустиме значення параметра, яке контролюють при дефектації деталі (допустимий розмір, овальність, конусоподібність тощо). Графу „Коефіцієнт повторювальності дефектів” у випадку відсутності даних не заповнюють. У графі „Основний спосіб усунення дефекту” і „Допустимі способи усунення дефекту” у короткій формі записують основні операції, які потрібно виконати для усунення кожного дефекту. До основного відносять спосіб, застосування якого забезпечує отримання найвищих економічних і якісних показників відновлення деталі. Якщо застосовується зварювання, наплавлення, напилювання, паяння тощо, то у цих графах вказують найменування, марку, розміри матеріалу (електрод, флюс тощо), який використовують у даній операції, а також номер стандарту на цей матеріал. Під таблицею дефектів вказують умови і дефекти, за яких деталь не приймається на відновлення, а також технологічний маршрут відновлення за основним способом усунення дефектів. Терміни, які застосовують при запису усунення дефектів і операцій відновлення у рекомендованому технологічному маршруті, мають відповідати прийнятим у державних стандартах та іншій науково-технічній документації. Технічні вимоги виносять на поле ремонтного креслення над основним написом, групуючи разом однорідні та близькі за своїм характером вимоги. У технічних вимогах відображають дані про допустимі значення параметрів, які визначають міцність зчеплення нанесеного шару, наявність раковин, відшарувань тощо.
а)
б) Рис. 5.1. Ремонтне креслення деталі а – маршрутна та операційна карти, б – ескіз деталі та карта дефектів Починаючи розробку маршрутної карти, по усіх дефектах намічають послідовність виконання операцій технологічного процесу відновлення. При цьому суворо дотримуються слідуючих основних положень: - виконують операції з відновлення базових поверхонь (виправлення центрових отворів, усунення неплощинності, випрямляння тощо), за установчу базу приймають поверхні деталей, які не зношені або мають найменший знос; при відновленні деталей прагнуть використати бази, які були прийняті при їх виготовленні; витримують спільність технологічних і конструкторських баз; - передбачають операції, при яких знімається найбільший шар металу – чорнова обробка (до них можна віднести проточку поверхні перед наплавленням, видалення зношеної різьби тощо); - в одній операції поєднують відновлення декількох зношених поверхонь, якщо їх відновлюють одним технологічним способом (зварюванням, наплавленням, гальванічним покриттям, слюсарно-механічною обробкою тощо); - якщо при відновленні деталі використовують механічну обробку і обробку, пов’язану зі значним нагріванням (зварювання, навантаження, загартування), то їх виконують в такій черзі: чорнова механічна операція, що пов’язана зі значним нагріванням деталі і випрямлення, потім чистова механічна операція (наприклад шліфувальна). - не поєднують чистові і чорнові операції, так як їх виконують з різною точністю; - в кінці технологічного процесу передбачають фінішні операції (чистове проточування, шліфувальну, полірувальну операції тощо); - контрольні операції записують, як правило, в кінці технологічного процесу. В МК вказують назву, номер за каталогом, матеріал, розмір і масу деталі. У відповідному рядку (службовий символ „А” записують номер цеху, дільниці, робочого місця і операції, кратні п’яти, наприклад 005, 010, 015 і т.д. Зміст операції (рядок зі службовим символом „0”) записують коротко і чітко і виражають дієсловом в наказовому способі, приводять назву елемента деталі, що відновлюється, наприклад „Відновити отвір (5) до найменшого розміру”. При відновленні однойменних елементів деталей вказують їх кількість, наприклад „Свердлити 4 отвори” тощо. Зміст операції не записують, якщо він розкритий в інших документах (ОК, КТТП). Щоб не складати відомість технічного контролю, в рядку „Назва операції” наводять технічні вимоги і розміри, що контролюються при відновленні окремих елементів деталі, наприклад „Осталити отвір (3) до Ø72,2+0,12” Допускається не вводити в склад технологічних операцій операції переміщення. В рядку „Обладнання, пристрій і інструмент” (символи „Б” і „Т”) необхідно вказати назву, інвентарний номер і ГОСТ на відповідну технологічну оснастку за діючим класифікатором. В МК по кожній операції в відповідних рядках вказують умови праці (УП), тобто код тарифної сітки (Х – холодна, Г – гаряча, ОШ – особливо шкідлива), код виду норми (Р – розрахункова, Х – хронометражна, ДС – дослідно-статистична), а також визначають розрахунком і за довідковою літературою розряд роботи і норми часу Тп.з і Тшт (останні наводять в МК після складання операційних карт, карт ТТП і розрахунку економічно доцільної партії деталей, що відновлюються). Розроблені маршрутні карти і карти ескізів технологічного відновлення деталей можуть бути оформлені на креслярському аркуші формату А1. Для окремих операцій, зміст яких не розкритий в маршрутній карті, розроблюють операційні або типові технологічні процеси. Операційна карта(ОК) – це технологічний документ, який містить в собі описування технологічної операції з зазначенням послідовності переходів, даних про засоби технологічного оснащення, режими і трудові витрати. Карта типового технологічного процесу(КТТП) може розроблюватися на такі процеси, як лиття, кування, штампова, термообробка, нанесення склоемалевих і полімерних покриттів і хімічна обробка деталей. Це основний документ при проектуванні типового технологічного процесу, який характеризується єдністю змісту і послідовності більшості технологічних операцій і переходів для групи деталей з загальними конструктивними і технологічними признаками. В КТТП міститься описування процесу виготовлення або ремонту виробу чи його складових частин в технологічній послідовності за усіма операціями одного виду формоутворення: обробки, складання чи ремонту з зазначенням переходів, технологічних режимів, даних про засоби технологічного оснащення, матеріальних і трудових ресурсів. Ці карти складаються згідно ЕСТД. У відповідних рядках карти наводять номер, назву і зміст операцій в суворій технологічній послідовності (монтаж деталі, обезжирювання, промивання в воді, травлення тощо) назву обладнання (з зазначенням інвентарного номера за діючим класифікатором), назву, марку і склад розчинів і матеріалів, режим роботи (температуру, щільність струму, напругу, відношення анодної і катодної площ поверхонь, час витримки), розряд роботи і код тарифної сітки (Х, Г або ОШ).
Поиск по сайту: |
 , (5.65)
, (5.65) , (5.67)
, (5.67) , (5.69)
, (5.69)