|
|
|
Архитектура Астрономия Аудит Биология Ботаника Бухгалтерский учёт Войное дело Генетика География Геология Дизайн Искусство История Кино Кулинария Культура Литература Математика Медицина Металлургия Мифология Музыка Психология Религия Спорт Строительство Техника Транспорт Туризм Усадьба Физика Фотография Химия Экология Электричество Электроника Энергетика |
Технологический процесс. Виды движения предметов труда.
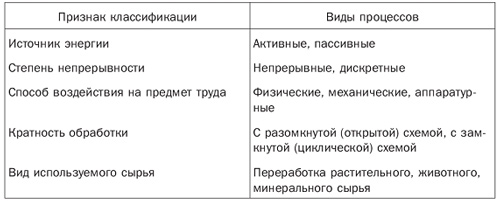
Технологический процесс – состоит из последовательного выполнения над данным предметом труда технологических действий – операций. Операция –часть технологического процесса выполняемого на одном рабочем месте, состоящая из ряда действий над каждым предметом труда или группой совместно обрабатываемых предметов. Технологический процесс - целесообразное изменение формы, размеров, состояния, структуры, места предметов труда. Такие процессы классифицируются по следующим основным признакам: источнику энергии; степени непрерывности; способу воздействия на предмет труда; кратности обработки сырья; виду используемого сырья (табл. 8.2). Таблица 8.2. Классификация технологических процессов
По источнику энергии технологические процессы можно разделить напассивные иактивные. Первые происходят как природные процессы и не требуют дополнительной, преобразованной человеком энергии для воздействия на предмет труда (например, остывание металла в обычных условиях и т.п.). Активные технологические процессы протекают либо в результате непосредственного воздействия человека на предмет труда, либо в результате воздействия средств труда, приводимых в движение энергией. По степени непрерывности воздействия на предмет труда технологические процессы делятся нанепрерывные и дискретные. При первом виде технологический процесс не прерывается во время загрузки сырья, выдачи готовой продукции и контроля за ним (разливка стали, переработка нефти, производство цемента и т.д.). Дискретные производства характеризуются наличием перерывов в ходе технологического процесса (выплавка стали, литье в формы и т.д.). Существуют также комбинированные процессы, которые сочетают стадии дискретных и непрерывных процессов. По способу воздействия на предмет труда и виду применяемого оборудования различаютфизические, механическиеиаппаратурныетехнологические процессы. Механические осуществляются вручную или с помощью машин. В этих процессах предмет труда подвергается механическому воздействию, т.е. изменяется его форма, размеры, положение. При этом внутреннее строение и состав вещества, как правило, остаются неизменными (производство мебели, штамповка, литье, сварка, ковка и т.д.). По кратности обработки сырья различают: процессы сразомкнутой (открытой) схемой, в которой сырье или материалы подвергаются однократной обработке; процессы сзамкнутой (круговой, циркуляционной или циклической) схемой, в которой сырье или материалы неоднократно возвращаются в начальную стадию процесса для повторной обработки. Примером разомкнутой схемы является конвертерный способ получения стали. Примером процесса с замкнутой схемой может быть химическая переработка нефтяных фракций, где для непрерывного восстановления активности катализатора последний постоянно циркулирует между реакционной зоной крекинга и печью для выжигания углерода с его поверхности. В зависимости от вида используемого сырья различают процессы переработки растительного, животного и минерального сырья. Все технологические процессы осуществляются в результате труда работников.Трудовые процессы различаются по следующим основным признакам: § характеру предмета труда и продукта труда (вещественно- энергетические, информационные); § функциям работника (основные, вспомогательные); § степени участия работника в технологическом процессе (ручные, машинные, автоматизированные); § тяжести, условиям труда и т.д. Операция - часть производственного процесса, выполняемая на одном или нескольких рабочих местах, одним или несколькими рабочими (бригадой) и характеризуемая комплексом последовательных действий над определенным предметом труда.
Виды движения предметов труда: 1. Последовательное – когда обработка предметов труда на каждой последующей операции начинается только после окончания предшествующих для всех деталей партии. Самый нерациональный вид, который применяют в единичном и мелко-серийном производстве.
Поиск по сайту: |