|
|
|
Архитектура Астрономия Аудит Биология Ботаника Бухгалтерский учёт Войное дело Генетика География Геология Дизайн Искусство История Кино Кулинария Культура Литература Математика Медицина Металлургия Мифология Музыка Психология Религия Спорт Строительство Техника Транспорт Туризм Усадьба Физика Фотография Химия Экология Электричество Электроника Энергетика |
Материалы, применяемые для холодной штамповкиСтр 1 из 5Следующая ⇒
Прокатка Это деформирование металла вращающимися валками для изменения формы и размеров поперечного сечения и длины нагретых или холодных заготовок. Валки бывают гладкие для лент и листов и калиброванные, имеющие на рабочей поверхности вырезы (ручьи) в соответствии с профилем изделия. Совокупность ручьев пары валков называется калибром. Прокатка производится за несколько пропусков заготовки между валками с постепенным приближением к требуемому профилю и размерам. Прокатку производят на обжимных станах (слябинги и блюминги) с валками диаметром 800-1400 мм, мелких деталей – на заготовительных станах. Готовый прокат, получаемый из полупродукта, применяют в конструкциях и в качестве заготовок для ковки, штамповки, изготовления деталей резанием. Совокупность различных профилей и размеров проката называется сортаментом. Он бывает четырех групп: листовой и сортовой прокат, трубы и специальные виды проката. Широкое распространение в производстве деталей машин и приборных устройств получила прокатка на специальных деталепрокатных станах. Этим методом изготавливают заготовки таких изделий как ступенчатые и торсионные валы, оси, зубчатые колеса, кольца подшипников, трубы с оребрением, детали гидро- и пневмоцилиндров и др. По сравнению с обработкой резанием производительность увеличивается до 14 раз, экономится до 30 % металла, на 30-50% повышаются прочностные характеристики деталей. Разновидностями метода являются (рис.1): винтовая прокатка (в т.ч. периодических профилей), продольная, поперечно-клиновая прокатка, поперечная прокатка зубчатых колес и др.
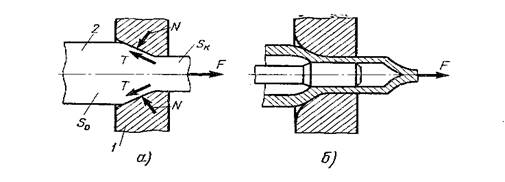
Рис.1. Продольная (а,б), поперечная (в) и поперечно-винтовая (г) прокатки Волочение Заключается в протягивании заготовки через сужающееся отверстие в инструменте (волоке). Конфигурация отверстия определяет профиль изделия (рис.2).
Рис.2. Схемы волочения прутка (а) и трубы (б) Исходными заготовками являются прокатные или прессованные трубы и прутки. Этим методом получают проволоку диаметром 0,002-10 мм; фасонные профили; калибруют трубы диаметром 3-150 мм. Волочение проводят в холодном состоянии, что обеспечивает высокую точность размеров и хорошее качество поверхности. Прессование Это выдавливание заготовки пуансоном через отверстие в матрице, соответствующее сечению выдавливаемого профиля (рис.3). Исходной заготовкой является слиток или прокат.
Рис.3. Схемы прямого (а), обратного (б), бокового (в) и комбинированного (г) выдавливания; объемной штамповки в открытых (д) и закрытых (е) штампах Этим методом получают прутки диаметром 3-250 мм; трубы диаметром 20-400 мм со стенками от 1,5 до 12 мм и другие сплошные полые профили с постоянным и переменным сечением. Точность выше, чем при прокатке. Ковка Это деформирование нагретой заготовки рабочей поверхностями универсального инструмента (бойка) при свободном течении металла в стороны (рис.4). Исходные заготовки: слитки, блюмы, сортовой прокат.
Рис.4. Схемы основных операций свободной ковки: а – осадка; б – высадка; в – прошивка; г – гибка; д,е,з – протяжка; ж – разгонка; и – раскатка; к – рубка; л – скручивание Получают разнообразные по форме и размерам поковки массой до 300 т., которые являются заготовками для обработки резанием (Рис.4). Штамповка Это обработка сортового и листового проката давлением с помощью специального инструмента (штампа). Штамповка может быть объемной и листовой. Объемная штамповка – это деформирование нагретой заготовки в замкнутой полости штампа, форма и размеры которой определяют форму и размеры получаемой поковки (рис.3д, е). Производится на молотах, прессах, горизонтально-ковочных машинах и другом оборудовании. Простые поковки из прутка штампуются в одноручьевом штампе (в один переход), сложные – в многоручьевых, за несколько переходов. Так, поковка шатуна (рис.5) после нагрева обрабатывается в заготовительных ручьях: протяжном 1 (вытяжка), подкатном 2 (перераспределение металла) и гибочном; затем в черновом 5 и чистовом 3 штамповочных ручьях.
Рис.5. Горячая объемная штамповка шатуна в многоручьевом штампе Листовой штамповкой называется процесс деформирования (с местным разрушением и без него) заготовки из листа в холодном состоянии в штампе, имеющем матрицу с прижимным кольцом и пуансон. Производится на специальных штамповочных прессах механического, гидравлического и пневматического действия. По сравнению с горячей штамповкой имеет ряд преимуществ: отсутствуют энергоемкие операции нагрева, поверхность металла не окисляется, изделия имеют более высокие точность и качество поверхности. В отличие от обработки резанием холодная штамповка позволяет значительно сократить расход металла, уменьшить трудоемкость и повысить производительность, за счет деформационного упрочнения детали получаются более легкими и износостойкими. Для нее присуще также ограниченная номенклатура и простота эксплуатации оборудования, широкие возможности механизации и автоматизации процессов, низкая квалификация рабочих и др. Однако фактор высокой стоимости оснастки (штампов) предъявляет жесткие требования к качеству разработки технологического процесса и типу производства. Наибольшее применение этот метод находит в серийном и массовом производстве. Все операции холодной листовой штамповки можно разделить на формоизменяющие и разделительные. Отдельными группами можно считать комбинированные и штампосборочные (рис.6) операции.
Рис.6. Штампосборка лапками (а), в замок (б), раздачей (в), холодной сваркой (г), обжимкой (д), клепкой (е) и др. Виды штамповочных операций, их количество и последовательность выполнения устанавливаются исходя из геометрической формы, заданной точности размеров и качества поверхности детали. При вырубке и пробивке можно изготовлять детали толщиной до 20 мм 8–9-го кв. точности, с шероховатостью поверхности среза Rz 3,2-1,6 мкм. Для обеспечения более высокой точности деталей, особенно сложной формы, выполняют операции зачистки, которые обеспечивают точность размеров до 6-го кв., Ra 2,5–0,63 мкм для стальных деталей и Ra 0.63-0,32 мкм – для деталей из цветных металлов и сплавов. При гибке можно получить детали с точностью размеров до 7–8-го кв.; при вытяжке – точность до 7–9-го кв., Ra = 0,32–0,08 мкм Материалы, применяемые для холодной штамповки В качества исходного заготовок используются различные метал-лические и неметаллические материалы, обладающие достаточной пластичностью, в виде листа, полосы или ленты. Из углеродистой стали обыкновенного качества групп А, Б и В штампуют детали, несущие малые нагрузки и бытовые изделия. Из качественной углеродистой стали марок 10, 15 и др. – детали с повышенными требованиями к прочности и качеству поверхности. Хорошими пластическими свойствами обладает низкоуглеродистые кипящие стали (05кп, 08кп, 10кп, 15кп и др.), однако при длительном хранении она стареет с повышением твердости и прочности и уменьшением пластичности. Это приводит к появлению в штампованных деталях поверхностных дефектов. Используя присадки и раскислители (алюминий, титан, ванадий и др.), получают нестареющие стали (08Фкп, 08Юпс и др.). Горячекатанную листовую сталь общего назначения, имеющую в состоянии поставки слой окалины, штампуют редко, поскольку окалина приводит к быстрому износу пуансонов и матриц. Декапированную (отожженную, очищенную от окалины) листовую сталь толщиной 0,25 – 3 мм получают прокаткой мягкой конверторной или мартеновской стали, отжигают и очищают (травлением) от окалины. Она хорошо штампуется и из нее изготавливают малонагруженные детали, не предназначенные для последующего полирования хромирования или никелирования. Холоднокатанную листовую сталь выпускают светлой без окалины. Такую сталь после горячей прокатки, отжига и очистки от окалины прокатывают в холодном состоянии до заданной толщины с промежуточным или окончательным отжигом в защитной среде. Тонколистовую качественную углеродистую сталь по степени отделки поверхности подразделяют на четыре группы. На листах группы I с особо высокой отделкой поверхности на лицевой поверхности не допускаются дефекты. На листах группы II (высокая отделка поверхности) допускаются легкие царапины, небольшая рябизна. Листы этих групп изготавливают только холодной прокаткой. Листы группы III (повышенная отделка поверхности) могут быть как горяче-, так и холоднокатанными. На лицевой стороне листа допускаются царапины, риски, рябизна, отпечатки валков в пределах половины допуска на толщину листа. Листы группы IV с нормальной отделкой поверхности выпускаются горячекатанными. На обеих сторонах допускаются меткие поры и раковины, легкие царапины и риски, рябизна в пределах допуска на толщину листа. По точности выполнения толщины листа сталь бывает трех групп: А – высокой точности (качественные холоднокатанные листы), Б – повышенной точности (обыкновенного качества и качественные холодно- и горячекатанные листы) и В – обычной точности (обыкновенного качества и качественные горячекатанные листы). По способности к вытяжке в холодном состоянии различают листы групп: ВГ (для весьма глубокой вытяжки), Г (для глубокой вытяжки), Н (для нормальной вытяжки). По степени твердости стальная низкоуглеродистая холоднокатаная лента может быть особо мягкой (ОМ), мягкой (М), полумягкой (ПМ), пониженной твердости (ПТ) и твердой (Т); по качеству поверхности – I, II и III класса; по точности изготовления – Н (нормальной точности), ВШ (повышенной точности по ширине), ВТ (повышенной точности по толщине), В (повышенной точности по ширине и толщине); по характеру кромок – НО (необрезная лента), О (обрезная лента). Черную отожженную полированную жесть изготовляют толщиной 0,18 –0,55 мм, а белую жесть – толщиной 0,21 – 0,55 мм. После прокатки, отжига и удаления окалины жесть дополнительно прокатывают для получения зеркальной поверхности, которую у черной жести оставляют темной, а у белой покрывают тонким слоем олова. Из черной жести штампуют тонкостенные детали бытовых изделий, подвергающиеся затем окраске. Из белой жести изготовляют консервные банки, коробки для упаковки пищевых продуктов, некоторые тонкостенные детали, поверхности которых должны быть защищены от коррозии. Для изготовления ответственных деталей применяют легированные конструкционные стали марок 10Г2А, 12Г2А, 20ХГСА, 25ХГСА и др. Они обладают хорошей способностью к штамповке в отожженном состоянии и хорошо свариваются, что важно при создании штампосварных конструкций. Детали с повышенной коррозионной стойкостью штампуют из коррозионно-стойких хромистых или хромоникелевых сталей (марок 12Х13, 12Х18Н9 и др.). Совершенствование сортамента и повышение качества металло-продукции способствуют экономии металла. Металлургическая промышленность освоила выпуск многих новых материалов: двухслойных (в т.ч. биметаллических) и многослойных стальных листов с покрытием из пластмассы; листовой стали специального назначения и др. В приборо- и аппаратостроении вместо коррозионно- и жаростойких сталей используют холоднокатаную полосу (сталь 08кп), диффузионно-хромированную в вакууме. Глубина защитного слоя 30 – 100 мкм. Сталь обладает хорошими пластическими свойствами и стойкостью во многих активных средах при повышенной температуре. Толщина полосы 1 – 1,5 мм, ширина – до 320 мм. Стальные полосы с полимерным покрытием (металлопласт) применяют в химической, автомобильной, пищевой, радиотехнической промышлен-ности. Они обладают высокими коррозионно- и износостойкостью, электро- и звукоизоляционными свойствами. Толщина пластмассового покрытия 0,3 мм при толщине стального листа 0,5 – 1 мм. Алюминий и его сплавы (дуралюмины) находят широкое применение при изготовлении различных деталей приборов, бытовых изделий и т. д. Эти материалы отличаются легкостью, пластичностью, хорошо проводят теплоту и электрический ток. Наиболее часто применяют алюминий марок Al, A2, A3, АД, АД1 и дуралюмин марок Д1, Д6, Д16. Из медных листов и лент (марок Ml, M2, МЗ) штампуют в основном детали электротехнической аппаратуры. Латунь (главным образом марок Л62, Л68, Л70) применяется при штамповке деталей часов, радиодеталей, посуды и др. Для холодной штамповки применяют также алюминиевые, бериллиевые и кадмиевые бронзы, упрочняемые термической обработкой. Никель марок HI, H2, НЗ и его сплавы (мельхиор и нейзильбер) применяют для изготовления химической посуды, приборов, деталей часов, ювелирных изделий. Магниевые сплавы отличаются легкостью, прочностью, удовлетворительной пластичностью при комнатной температуре и высокой пластичностью при нагреве до 350 – 380°С. Магний в 1,5 раза легче алюминия и в 4,5 раза легче стали. Сплавы магния марок МА1 и МА8 (повышенной коррозионной стойкости) широко применяют для штамповки самых разнообразных изделий. Из деформируемых магниевых сплавов изготовляют детали электротехнического оборудования, РЭС и ЭОС. Титан и его сплавы, обладающие высокой прочностью при малой плотности, все шире используется в штамповочном производстве для изготовления ответственных деталей РЭС и ЭОС. Некоторые операции штамповки титана проводят с подогревом. В основном применяют деформируемые сплавы титана марок ВТ1-1, ВТ1-00, ВТ-5, ВТ-6, ОТ4. Неметаллические материалы используют для штамповки главным образом прокладок, изоляционных и декоративных элементов, деталей, не подвергающихся большим механическим и термическим воздействиям. Наибольшее применение находят пластические массы, резина, эбонит, материалы на основе бумаги (картон, фибра), материалы минерального происхождения (слюда, миканиты). Наиболее распространенными листовыми материалами из пластмасс являются: гетинакс, текстолит, органическое стекло, винипласт, полистирол, фторопласт, полиуретан, целлулоид и др. Гетинакс (прессованная бумага, пропитанная фенолформальдегид-ными или эпоксидными смолами) поддается лишь вырубке, а текстолит (прессованная ткань, пропитанные такими же смолами) – вырубке, а при нагреве – гибке и вытяжке. Винипласт и органическое стекло (полиметилметакрилат) – материалы с высокими электроизоляционными и антикоррозионными свойствами – хорошо штампуются в подогретом состоянии. Листовой целлулоид бывает технический белый, технический прозрачный, авиационный (прозрачный) и галантерейный (различного цвета). Целлулоид легко штампуется, особенно при нагреве. Из резины штампуют главным образом прокладки и детали, необходимые для герметизации пневматических и гидравлических систем, электроизоляции, уменьшения вибраций, шумов. Из-за высокой эластичности резины ее штамповка затруднена, поэтому в основном изделия вырезают. Вулканизированная резина с большим содержанием серы – твердый и вязкий эбонит, обладающий очень высокими электро-изоляционными свойствами, при нагреве поддается штамповке. Основными листовыми материалами, получаемыми на основе бумаги, являются картон и фибра. Картон прессуют из бумажной массы, а фибру получают обработкой специальной бумаги раствором хлористого цинка. Картон и фибру можно вырезать на штампах обычного типа. Штампуют также фетр, кожу, войлок, прессшпан и др. Материал, поступающий в цехи холодной штамповки, имеет специальный документ – сертификат, в котором завод-поставщик указывает его марку, химический состав, механические свойства, размеры листов, полос или прутков, массу партии. Перед использованием материала в производство он подвергается целому ряду проверок. К ним относятся общие проверки – установление размеров и состояния поверхности, а также при необходимости химические, металлографические, механические и технологические испытания. Химический анализ устанавливает соответствие состава материала требованиям ГОСТ. Металлографические исследования, т. е. исследования макро- и микроструктуры, позволяют установить в металле наличие усадочных раковин, рыхлостей, волнистости, трещин, включений, а также определить направление волокон (что важно при гибке и других операциях) и характер среза при вырубке. Определяют размер зерен и характер структуры. По этим данным судят о штампуемости материала. Для определения пригодности материала к той или иной обработке давлением проводят технологические испытания – пробы. Листовые материалы, предназначенные для штамповки, испытывают на срез, изгиб, перегиб, пригодность к вытяжке и др.
Поиск по сайту: |