|
|
|
Архитектура Астрономия Аудит Биология Ботаника Бухгалтерский учёт Войное дело Генетика География Геология Дизайн Искусство История Кино Кулинария Культура Литература Математика Медицина Металлургия Мифология Музыка Психология Религия Спорт Строительство Техника Транспорт Туризм Усадьба Физика Фотография Химия Экология Электричество Электроника Энергетика |
ОБМЕР ДЕТАЛЕЙ И ИХ ЭЛЕМЕНТОВ
При выполнении эскиза детали исполнитель должен произвести обмер детали. В зависимости от конфигурации деталей используют различные измерительные приборы и устройства. В учебных целях высокой точности не требуется, поэтому применяются простейшие измерительные средства.
Измерение линейных величин
Измерение линейных величин изделий, точность которых не превышает 0,5 – 1,0 мм, выполняют при помощи масштабной металлической линейки, кронциркуля и нутромера (рис. 3).
Рис. 3
Масштабная линейка позволяет непосредственно определять значение измеряемой величины. Цена деления линейки составляет 1 мм. Кронциркуль применяется для измерения размеров наружных поверхностей деталей. Так, например, криволинейная форма ножек кронциркуля (с загнутыми внутрь концами) позволяет удобно измерять диаметры поверхностей вращения.
Нутромер применяется главным образом для измерения диаметров внутренних поверхностей (ножки нутромера прямые, с отогнутыми наружу концами). При измерении кронциркуль и нутромер придерживают за шарнир ножек, которые сдвигают и раздвигают путем легкого постукивания о твердый предмет. При пользовании кронциркулем и нутромером нельзя производить измерения с усилием: инструмент должен проходить измеряемые места свободно под действием собственного веса. Принцип измерения кронциркулем диаметра цилиндрической части детали, а нутромером – диаметра отверстия в основании этой детали показан на рис. 3, а. Линейкой определяются размеры основания детали. Значения измеренных кронциркулем и нутромером величин определяют путем переноса измерительных средств на линейку (см. рис. 3, б, в). Приемы определения межосевого расстояния отверстий показаны на рис. 4. Если отверстия в детали одинакового диаметра, то можно измерить расстояние mn (рис. 4, а), которое равно межосевому расстоянию. При разных диаметрах отверстий в детали линейкой измеряется расстояние ek (рис. 4, б) между ближайшими точками отверстий и к нему прибавляется сумма размеров радиусов большого и малого отверстий.
Рис. 4
В учебной практике при измерениях часто используют обычные чертежные треугольники, которые могут выполнять вспомогательные функции. Линейка совместно с треугольниками позволяет измерять длину деталей, имеющих ступенчатую форму (рис. 5). Деталь кладется на ровную поверхность (разметочную плиту), а отсчет размеров проводится по линейке. Описанные приемы измерений кронциркулем, нутромером и линейкой не дают высокой точности и используются главным образом в учебном процессе.
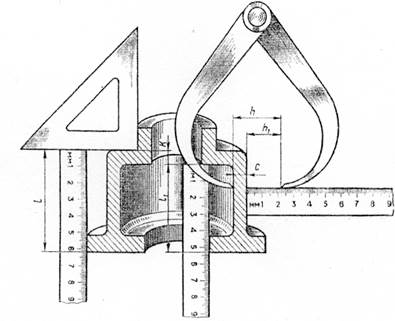
Рис. 5 Пример определения толщины стенок детали при помощи линейки и кронциркуля показан на рис. 6. Размер k равен разности значений длин l и l1, измеренных линейкой. Размер с находят как разность длины h, измеренной кронциркулем, и длины h1, измеренной линейкой.
Рис. 6
В производственной практике измерение длины с точностью до 0,1 – 0,05 мм производится универсальным штангенциркулем (рис. 7).
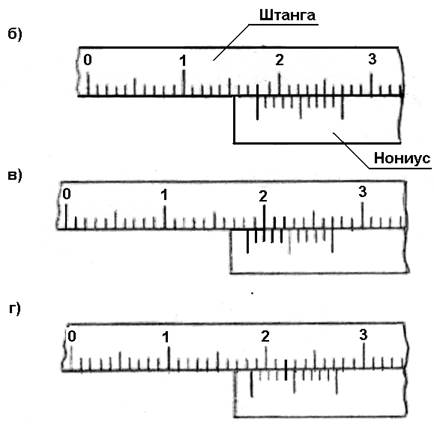
Рис. 7
Штангенциркуль состоит из линейки (штанги) 1 с нанесенными на ней миллиметровыми делениями. Штанга заканчивается измерительными губками 2 и 9, расположенными к ней перпендикулярно. На штанге находится рамка 7 с измерительными губками 3 и 8. Рамка может перемещаться по штанге и закрепляться на ней в любом месте с помощью зажимного винта 4. На нижней скошенной части рамки сделана специальная шкала 6 с делениями, называемая нониусом. Нониус имеет десять равных делений на длине 9 мм, т. е. каждое деление нониуса меньше деления штанги на 0,1 мм. При соприкасающихся губках нулевые деления штанги и нониуса совпадают. При измерении наружного диаметра цилиндрической детали (рис. 7, а) она слегка зажимается губками 9 и 8, рамка с нониусом закрепляется на шкале винтом 4, а по шкалам штанги и нониуса производится отсчет. При диаметре детали, равном 18 мм, нулевое деление нониуса точно совпадет с восемнадцатым делением штанги (рис. 7, б). Если диаметр детали равен 18,2 мм, то нулевое деление нониуса будет сдвинуто вправо от восемнадцатого деления штанги на 0,2 мм и, следовательно, второе деление нониуса совпадет с двадцатым делением штанги (рис. 7, в). При диаметре детали, равном 18,4 мм, четвертое деление нониуса совпадет с двадцать вторым делением штанги (рис. 7, г). Таким образом, чтобы установить размер измеряемой величины, необходимо определить по линейке штанги целое число миллиметров, а по нониусу – число десятых долей миллиметров. Десятых долей миллиметров будет столько, сколько можно отсчитать делений нониуса от его нулевого штриха до его ближайшего штриха, совпадающего с каким-либо штрихом штанги. Измерение диаметра отверстия производится при помощи измерительных губок 2 и 3. В пазу с обратной стороны штанги 1 расположена узкая линейка глубиномера 5, жестко соединенная с рамкой 7. При сомкнутом положении губок торец глубиномера совпадает с торцом штанги. При измерении глубины отверстия или уступа в детали торец штанги упирается в торец детали, а глубиномер при помощи рамки перемещается до упора в отверстии или границу уступа. Размер измеренной глубины определяется по делениям штанги и нониуса. Помимо описанного штангенциркуля существуют и другие типы, шкалы нониуса которых имеют различные деления и позволяют выполнять измерения с точностью до 0,05 и 0,02 мм.
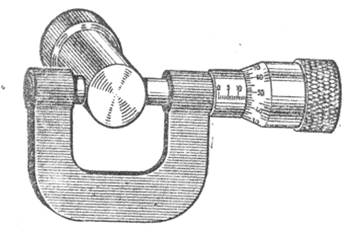
Более точное измерение (с точностью до 0,01 мм) наружных поверхностей гладких деталей выполняют микрометром (рис. 8).
Рис. 8
Поиск по сайту: |