|
|
|
Архитектура Астрономия Аудит Биология Ботаника Бухгалтерский учёт Войное дело Генетика География Геология Дизайн Искусство История Кино Кулинария Культура Литература Математика Медицина Металлургия Мифология Музыка Психология Религия Спорт Строительство Техника Транспорт Туризм Усадьба Физика Фотография Химия Экология Электричество Электроника Энергетика |
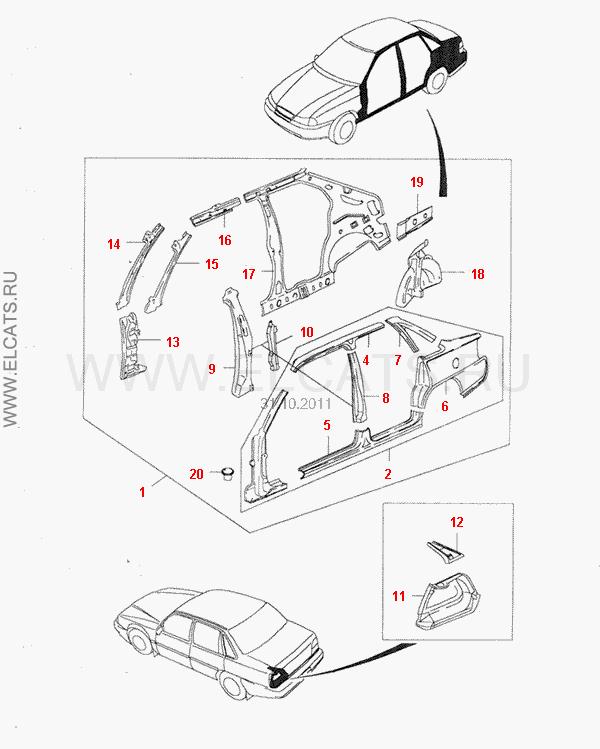
Ремонт деформованих поверхонь
Ремонт пошкоджених деталей кузова виробляють витяжкою, вирівнюванням, правкою з усадкою металу, вирізкою ділянок, що не піддаються ремонту, виготовленням ремонтних вставок з вибракуваних деталей кузова або листового металу з наданням йому форми відновлюваної деталі. Деформовані місця панелей виправляють, як правило, вручну за допомогою спеціального інструменту (металевих, пластмасових, дерев'яних молотків і різних оправлень) і пристосувань. Правку з нагріванням використовують для осаджування (стягання) сильно розтягнутих поверхонь. Для запобігання різкого спучування і погіршення механічних властивостей панелі нагрівають до 600-650 оС (вишнево-червоний колір). Діаметр нагрітого плями повинен бути не більше 20-30 мм. Стягання поверхні роблять у такий спосіб: вугільним електродом зварювального напівавтомата або газовим зварюванням нагрівають від периферії до центру дефектної ділянки метал і ударами дерев'яної киянки і молотка осаджують нагрітий метал, використовуючи плоску підтримку або ковадло, повторюючи операції нагріву і осаджування до отримання необхідної поверхні панелі. Нерівності на панелях можна вирівнювати за допомогою поліефірних шпаклівок, термопластика, епоксидних мастик холодного затвердіння і за допомогою припою. Поліефірні шпаклівки утворюють надійні з'єднання з панелями, зачищених до металу. Вони являють собою двокомпонентні матеріали: ненасичених поліефірних смол і затверджувач, який є каталізатором для швидкого затвердіння суміші незалежно від товщини шару шпаклівки. При 20°С час
сушіння 15-20 хв. У цілому скорочується тривалість нанесення шпаклювання і немає необхідності наносити її в кілька шарів. Поверхня, що підлягає заповненню, повинна бути ретельно очищена від іржі, окалини, старої фарби та інших забруднень. Для кращої адгезії рекомендується на поверхні створити шорсткості за допомогою абразивного інструменту. Для нанесення термопластика ділянка, що підлягає вирівнюванню, нагрівають до 170-180 ° С і наносять перший тонкий шар порошку, який коткують металевим катком. Потім наносять другий шар і так далі до заповнення нерівності. Кожен шар коткують до отримання монолітного шару пластичної маси. Після затвердіння шар зачищають і вирівнюють шліфувальним колом. Уражені корозією ділянки панелей кузова можуть ремонтуватися епоксидними мастиками холодного затвердіння, які мають високу адгезію, достатню міцність і легко наносяться на ушкоджені ділянки. До складу мастик входять отверджувачі, пластифікатори, наповнювачі. При значних пошкодженнях панелі заміните новими з використанням електрозварювання в середовищі захисних газів. РЕМОНТ ОБЛАДНАННЯ САЛОНУ Зняття і установка оббивки даху Виверніть самонарізні гвинти і зніміть про-тівосолнечние козирки. Зніміть лицювальні деталі кріплення поручнів з гачками для одягу, викрутити гвинти і зніміть поручні. Зніміть розсіювачі і лампу плафона освітлення салону, викрутити гвинти кріплення і зніміть плафон, від'єднайте електричні дроти. Вийміть чотири кнопки заднього кріплення оббивки. Зніміть оббивку даху. Встановіть оббивку в зворотному порядку.
Поиск по сайту: |