|
|
|
Архитектура Астрономия Аудит Биология Ботаника Бухгалтерский учёт Войное дело Генетика География Геология Дизайн Искусство История Кино Кулинария Культура Литература Математика Медицина Металлургия Мифология Музыка Психология Религия Спорт Строительство Техника Транспорт Туризм Усадьба Физика Фотография Химия Экология Электричество Электроника Энергетика |
Прожекторы сварочных пушек. ⇐ ПредыдущаяСтр 5 из 5
Прожектор (эмиссионная система) сварочной пушки предназначен для ускорения электронов, эмитированных катодом, и формирования их в узкий пучок. Диаметр пучка на выходе из прожектора — кроссовер отображается фокусирующими системами на свариваемом изделии. Чем меньше диаметр кроссовера и угол сходимости пучка, тем легче получить на изделии минимальное фокальное пятно. Различают основные параметры прожекторов: компрессия — отношение плотности тока эмиссии с катода к плотности тока в минимальном сечении пучка; полная проводимость — отношение тока пучка к ускоряющему напряжению в степени 3/2; яркость источника электронов — плотность тока в единице телесного угла. Первые два параметра применимы к мощным прожекторам. Электронная яркость и в большей степени величина тока в единице телесного угла характеризуют слаботочные прожекторы (токи пучка до 10—20 ма). Наиболее широкое применение в сварочных электронных пушках получили прожекторы триодного типа (рис. 40). Первые два типа прожекторов, показанные на рис. 40, а и б, относятся к короткофокусным — минимальное сечение пучка располагается
Рис. 40. прожекторы электронных пушек: д — г — прожекторы малой мощности; д — прожектор сферического типа; е — прожектор с каскадным ускорением пучка; 1 — катод; 2 — прикатодный электрод; 3 — кроссовер; 4 — анод; 5 - электронный луч.
либо В ПЛОСКОСТИ анода, либо вблизи от нее. Прожекторы, показанные на рис. 40, в и г, в зависимости от глубины погружения катода внутрь фокусирующего электрода, могут формировать либо слабо сходящийся—длиннофокусный, либо параллельный пучок электронов. Прожекторы этих типов маломощные (ток пучка не более 10—20 ма) и применяются в пушках для прецизионной сварки и размерной обработки материалов. В некоторых типах мощных сварочных пушек применяются прожекторы сферического типа (рис. 40, д). Для сферического прожектора обычно выбирается отношение радиусов катодной и анодной сфер Rк/Rа = 2,5. Это соотношение является оптимальным, так как, с одной стороны, позволяет получить достаточно малые размеры кроссовера, а с другой — малую апертуру пучка. Основные параметры прожектора сферического типа определяются из соотношения для полной проводимости сферического прожектора
Прожектор сферического типа сложен в изготовлении, так как необходимо точно выдерживать форму прикатодного и анодного электродов. Поэтому в ряде пушек применяются трехэлектродные прожекторы, у которых электроды имеют форму простых цилиндрических или плоских поверхностей. Подбор формы и расстояний между электродами осуществляется с помощью моделирования в электролитической ванне. Путем подачи отрицательного относительно катода потенциала на прикатодный электрод осуществляется плавное изменение тока пучка. Характер изменения тока пучка в зависимости от напряжения между катодом и прикатодным электродом называется модуляционной характеристикой электронной пушки. Полностью запирающее пучок напряжение повышается, если при всех прочих равных условиях: а) увеличивать ускоряющее напряжение, б) уменьшать расстояние между катодом и прикатодным электродом, в) увеличивать диаметр отверстия прикатодного электрода, г) уменьшать толщину прикатодного электрода, д) уменьшать расстояние между прикатодным электродом и анодом. Угол сходимости пучка приближенно пропорционален управляющему напряжению в широком диапазоне управляющего напряжения. При заданном токе пучка угол его сходимости увеличивается с возрастанием расстояния катод — прикатодный электрод, уменьшением диаметра отверстия в прикатодном электроде и с уменьшением расстояния анод — прикатодный электрод. Размеры кроссовера при этом уменьшаются. В табл. 13 приведены схемы и параметры трехэлектродных прожекторов с лантанборидными катодами, используемых в установках типа А.306.02 и А.306.05. Опыт эксплуатации сварочных пушек показывает практичность применения прожекторов, допускающих перестройку под вакуумом электронно-оптической системы пушки с целью обеспечения необходимой мощности пучка в широком диапазоне ускоряющих напряжений при оптимальном угле сходимости пучка. Такая перестройка производится обычно с помощью сильфонного сочленения катодного узла пушки с анодом. В сварочных пушках типа У-3 и У-146 применяется трехэлектродный прожектор с плоскими электродами. Параметры прожектора: диаметр катода 3—4 мм, диаметр отверстия в фокусирующем электроде 7 мм, толщина фокусирующего электрода 1 мм, расстояние катод — фокусирующий электрод 1,5 мм, расстояние катод — анод изменяется в пределах 2—5 мм, диаметр отверстия в аноде 2—2,5 мм. Прожектор при изменении расстояния катод — анод в пределах 8—25 мм позволяет получить пучок с током 500 ма в диапазоне ускоряющих напряжений 15—30 кВ. Большим сроком службы катода отличается прожектор, предложенный Э. Басом. Положительные ионы, образующиеся в результате ионизации остаточных газов, ускоряются в области катод — анод и распыляют катодный материал. В результате нарушения исходной поверхности катода происходит ухудшение фокусировки пучка и уменьшение отбираемого тока. Защита катода от ионов путем искривления пучка за плоскостью анода недостаточно эффективна, так как значительное число ионов образуется в области катод — анод.
Таблица 13 Параметры трехэлектродных прожекторов с лантанборидными катодами
ем поверхностей электродов — недостаточно чистой обработкой» загрязненностью, окисными пленками, парами масла и т. д. Пробой облегчается в случае наличия направленного газовыделения из сварочной ванны или из самого анода (при попадании на него пучка электронов). Повышение температуры электродов для таких широко применяемых материалов, как нержавеющая сталь, медь, никель и др., также способствует возникновению пробоев. Как показали исследования» электрическая прочность разрядного промежутка увеличивается с повышением механической прочности материала анода и линейно растет с увеличением модуля упругости. Оказывается, что напряжение пробоя при одинаковых услови- . ях увеличивается для следующего ряда материалов: С, Аl, Си, Fе, Ni,Мо,W. Предполагается, что рентгеновское излучение в разрядном промежутке сопутствует пробою, но не является его причиной. Авторы работы [12] считают, что разность потенциалов вызывающая пробой, пропорциональна величине разрядного промежутка в степени 1/2.
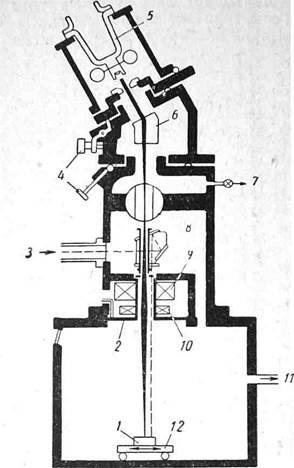
Зачастую для обеспечения стабильноговысокого вакуума в области прожектора сварочной пушки прибегают к дифференциальной ОТКаЧКе ИЗ областикатОД — анод С ПОМОЩЬЮ специальной вакууМНОЙ системы. ПрИ СВарКе ЛеГКОИСПарЯЮщиХСЯ МетаЛЛОВ (алюмиНИЯ И Др.) обЛеГЧаЮТСЯ условия пробоя разрядных промежутков. Наиболее эффективный метод борьбы с ЭТИМ явлением применен отделением Гамильтон Стандарт фирмы Юнайтед Аэркрафт (США). Метод заключается в значительном искривлении электронно-оптической системы пушки (рис. 42).
Рис. 42. Сварочная электронная пушка с системой отклонения пучка после ускояющего электрода:
1 — свариваемое изделие; 2 — экран; 3 — оптическая система наблюдения; 4 — система юстировки; 5 — электронный прожектор; б — система отклонения электронного пучка; 7—к вакуумному насосу; 5— вакуумный затвор пушки; 9~ фокусирующая линза; 10 —отклоняющая катушка; насосу; 12—перемещения свариваемого изделия
Прожектор пушки наклонен относительно вертикальной оси на угол порядка 20—30 град., а пучок электронов совмещается с осью фокусирующей системы с помощью отклоняющих катушек. Пары металлов не попадают в область прожектора, а оседают на наружной плоскости анодного блока, что в сочетании с дифференциальной откачкой из области прожектора обеспечивает надежную работу пушки. Одним из способов повышения эксплуатационной электрической прочности сварочной пушки является прогрев ее корпуса, повторяемый после каждого ремонта пушки и периодически в процессе ее работы. Прогрев служит для удаления с поверхностей корпуса пушки летучих продуктов крекинга масла и влаги, в значительной степени способствующих развитию пробоев. Прогрев пушки можно производить за счет теплового излучения с катода при отключенной системе водяного охлаждения, путем пропускания по охлаждающим каналам пушки горячей воды или воздуха и т. д. Чем выше температура подогрева пушки, тем быстрее полнее очищаются внутренние поверхности пушки. В случае, если в пушке используются уплотнения из высоковакуумной резины, температура нагрева, естественно, не должна превышать 70—80° С. Фокусирующие системы. Принцип фокусировки пучков электронов с помощью магнитных линз широко применяется в различных электронно-лучевых приборах. Для получения уменьшенного изображения могут использоваться только «тонкие» магнитные линзы, т. е. длина которых существенно меньше диаметра. Напряженность магнитного поля на оси линзы будет отличной от нуля на сравнительно малом отрезке. По аналогии со световой оптикой
Обычно фокусирующая катушка сварочной пушки помещается в панцирь из армко-железа с толщиной стенок 5—10 мм. Экран уменьшает поля рассеяния катушки, концентрирует эффективное магнитное поле в относительно узкой области, благодаря чему уменьшается необходимое для фокусировки число ампер-витков. Дальнейшая концентрация поля достигается использованием полюсных наконечников. Отклоняющие системы. Магнитные отклоняющие системы используются для направления луча на стык свариваемых кромок, развертки его при сварке кольцевых швов в горизонтальной плоскости, а в некоторых сварочных пушках и для юстировки электронно-оптической системы. Обычно в пушках используется четырехполюсная, реже — шестиполюсная отклоняющая система, т. е. попарно соединенные плоские катушки, расположенные по образующим условного цилиндра с диаметром с1. Число ампер-витков пары катушек, необходимое для отклонения пучка электронов с энергией Uуск на угол Т , определяется известным соотношением
Например, для катушки с внутренним диаметром d = 60 мм и шириной L = 60 мм при энергии электронов 50 кэв максимальное отклонение пучка на в = 15град. достигается при IW = 160 ампер-витков. Витки обмотки в катушке распределяются так, чтобы система создавала однородное магнитное поле, способное отклонить пучок без искажения его формы. Функция плотности ампер-витков катушки на единицу угла а (угол а отсчитывается в плоскости поперечного сечения катушки от оси намотки) имеет вид
Т. е. плотность намотки максимальна по краям катушек и убывает к середине по косинусоидальному закону. Обычно каждая из катушек разбивается на несколько секций, причем число витков в секциях возрастает к краям катушки приблизительно по косинусоидальному закону, а в центре катушки остается незаполненное витками пространство. Отклонение луча с минимальным искажением происходит в том случае, когда несоприкасающиеся края катушек отгибаются наружу (для исключения краевых эффектов), а длина катушки несколько превышает ее диаметр. Так как поля рассеяния отклоняющей катушки, проникая в область аксиально-симметричного фокусирующего поля, могут вызывать значительные аберрации пучка, необходимо отклоняющую систему несколько удалять и экранировать от фокусирующей системы пушки.
Поиск по сайту: |




 (8)
(8) (9)
(9)