|
|
|
Архитектура Астрономия Аудит Биология Ботаника Бухгалтерский учёт Войное дело Генетика География Геология Дизайн Искусство История Кино Кулинария Культура Литература Математика Медицина Металлургия Мифология Музыка Психология Религия Спорт Строительство Техника Транспорт Туризм Усадьба Физика Фотография Химия Экология Электричество Электроника Энергетика |
Особенности сварки некоторых разнородных металлов
Электронно-лучевая сварка разнородных металлов в основном применяется при изготовлении электровакуумных приборов, электронных преобразователей энергии и т.п. К сварным соединениям вышеуказанных изделии предъявляются требования высокой надежности с точки зрения статической и динамической прочности электропроводности, термостойкости, вакуумной плотности, сохранения исходной чистоты свариваемых металлов.
Сварка сталей
Электронно-лучевая сварка сталей находит все более широкое применение в машиностроении. При электронно-лучевой сварке низкоуглеродистых легированных сталей достигаются минимальные деформации свариваемого изделия и высокие физико-механические свойства сварного соединения (см. табл. 10), а в трудносвариваемых высоколегированных сталях и сплавах аустенитного класса уменьшается склонность швов к образованию горячих трещин [5]. При сварке плавлением высоколегированных сталей и сплавов аустенитного класса могут возникать межкристаллитные разрушения металла в сварном шве и околошовной зоне. В настоящее время причины и механизм образования горячих трещин в аустенитных швах в основном изучены и разработаны надежные методы их предотвращения, основанные главным образом на управлении процессами первичной кристаллизации сварочной ванны. Специфическое проплавление при электронно-лучевой сварке внедренным пучком исключает возможность дополнительного легирования металла сварного шва путем подачи присадочной проволоки, т. е. управления процессами первичной кристаллизации сварочной ванны путем изменения химического состава металла шва. Управляя величиной подводимой удельной мощности при электронно-лучевой сварке, можно добиться условий, при которых опасность возникновения горячих трещин в сварных швах будет минимальна. Вынос жидкого металла сварочной ванны над поверхностью изделия в процессе сварки и его кристаллизация без существенной осадки приводят к появлению больших усадочных напряжений в шве при электронно-лучевой сварке внедренным пучком. Металл сварного шва может сопротивляться усадке без разразрушения только при удовлетворительной конфигурации фронта кристаллизации, т.е. без концентраторов напряжения в последнем.
При ЭЛС высоколегированных сталей удовлетворительная конфигурация фронта кристаллизации может быть получена при высоких
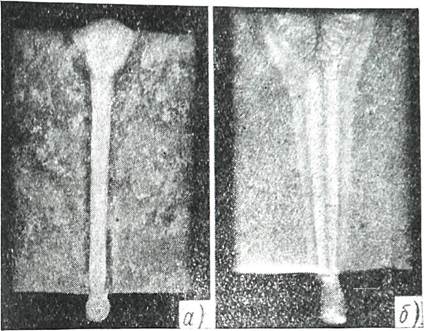
Рис. 32. Макроструктуры сварных соединений (ХЗ); <з —стали 25Х17Н4П5АФ2; б — стали 20ХЗМВФ
значениях подводимой удельной мощности и малых скоростях сварки. Последовательная экранировка потока электронов жидким металлом сварочной ванны создает проплавление, которое в onpej-деленной мере характеризует возможности электронно-лучевой сварки при увеличении удельной мощности в пучке (см. рис. 11, б и в). При сварке стали 25Х17Н4Г15АФ2 аустенитного класса авторы обнаружили наличие порога концентрации подводимой мощности, после которого межкристаллитные разрушения в сварных швах отсутствовали. На рис. 32, а приведен макрошлиф сварного соединения стали 25Х17Н4Г15АФ2, выполненного при величине подводимой удельной мощности, превышающей порог концентрации. По мере увеличения подводимой удельной мощности уменьшаются размеры кратера и, следовательно, возрастает необходимая точность совмещения оси потока электронов с плоскостью сварного стыка.
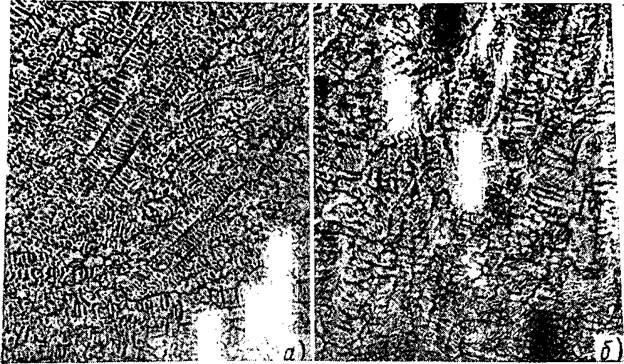
Рис. 33. Микроструктуры сварных швов (X 300): а—стали 25Х17Н4Г15АФ2; 6 — стали 20ХЗМВФ
Для уменьшения склонности сварных швов высоколегированных сталей и сплавов аустенитного класса к межкристаллитному разрушению необходимо увеличивать подводимую удельную мощность и уменьшать скорость сварки. Разрушения в околошовной зоне возникают на расстоянии не более одного двух зерен от линии сплавления. Электронно-лучевой сваркой нельзя уменьшить опасность возникновения околошовных трещин как и в иных методах сварки плавлением. Основное средство против околошовных разрушений при сварке высоколегированных сталей и сплавов аустенитного класса — это повышение чистоты исходного металла по вредным примесям и газам, а также улучшение его структуры. В этом смысле большие перспективы у электрошлакового и электронно-лучевого переплава [11]. При электронно-лучевой сварке сталей для уменьшения угловых деформаций желательно полное проплавление свариваемого металла. Для уменьшения опасности ослабления сечения шва при затекании жидкого металла сварочной ванны под изделие при полном проплавлении рекомендуется сварка с подкладкой из свариваемого металла. На рис. 33 приведены микроструктуры металла шва низкоуглеродистой легированной стали 20ХЗМВФ и аустенитной стали 25Х17Н4Г15АФ2, а в табл. 10 — результаты механических испытаний сварных соединений вышеуказанных сталей.
Поиск по сайту: |