|
|
|
Архитектура Астрономия Аудит Биология Ботаника Бухгалтерский учёт Войное дело Генетика География Геология Дизайн Искусство История Кино Кулинария Культура Литература Математика Медицина Металлургия Мифология Музыка Психология Религия Спорт Строительство Техника Транспорт Туризм Усадьба Физика Фотография Химия Экология Электричество Электроника Энергетика |
Визначення розмірів ливникової системи ⇐ ПредыдущаяСтр 5 из 5
Розміри ливникової системи визначаються по площі перетину живильників. В залежності від розмірів живильників розраховують розміри інших каналів ливникової системи. Площа перетину живильників визначається по формулі:
де
Час заливання визначається по формулі:
де Розрахунковий напір металу визначається по формулі:
де
Площі перетину стояка і шлаковловлювача визначаються із співвідношення:
Розрахунок ливникової системи здійснюється згідно схеми, яка приведена на рис. 14.
Рис. 14 Схема ливникової системи
Питання для самоперевірки 1. Призначення ливарного виробництва. 2. Застосування литих деталей. 3. Характеристика ливарних сплавів. 4. Які властивості повинні мати ливарні сплави? 5. Схема основного технологічного процесу виготовлення виливків. 6. Вимоги до конструкції литих заготовок. 7. Призначення припусків на механічну обробку. 8. Що собою представляє технологічний припуск? 9. Призначення і склад модельного комплекту. 10. Призначення формувальних сумішей, їх склад і види. 11. Склад стрижневих сумішей. 12. Способи виготовлення ливарних форм. 13. Основні етапи технологічного процесу виготовлення деталей литтям у піщані форми по рознімній моделі? 14. Процес виготовлення стрижнів. 15. Інструмент, який застосовують для формування. 16. Призначення ливникової системи і її основні елементи? 17. Які існують методи отримання точних виливків? 18. Як виготовляються виливки по моделям, що витоплюються? 19. У чому особливості лиття у оболонкові форми? 20. Яка суть і основне призначення відцентрового лиття? 21. Як здійснюється виготовлення виливків литтям під тиском? 22. Які особливості виготовлення виливок із різних матеріалів?
Звіт з лабораторної роботи повинний містити:
1. Таблиця з указівкою номера варіанту, розмірів деталі і матеріалу. 2. Креслення деталі в масштабі 1:1 з розмірами, проставленими в мм. 3. Описання загальної технології виготовлення виливка у піщані форми. 4. Креслення виливка з указівкою припусків на механічну обробку та технологічних припусків. На креслені повинні бути проставлені у мм розміри виливка та технологічні припуски. 5. Креслення моделі відповідно до обраної технології. 6. Описання технології виготовлення форми по прийнятій моделі. 7. Розрахунок ливникової системи. 8. Креслення готової форми для отримання виливка заданої деталі. Література:
1. Сологуб М.А. та ін. Технологія конструкційних матеріалів. – Київ «Вища школа». – 2002. – 373 с. 2. Жадан В.Т. и др. Технология металлов и других конструкционных материалов /П.И. Полухин. – М.: «Высшая школа». – 1970. – 703 с. 3. Дубинин Н.П. и др. Технология металлов и других конструкционных материалов. – М.: «Высшая школа». – 1969. – 702 с. 4. Дальский А. М. и др. Технология конструкционных материалов. – М.: "Машиностроение". – 1977. – 662 с. 5. Никифоров В.М. Технология металлов и конструкционные материалы. – М. :"Высшая школа". – 1968. – 359 с.
Варіанти завдання Таблиця 1 – Варіанти завдання
Додатки
Рис. 15 Ескізи складених форм для чавунного і сталевого виливків
Зверніть увагу на розходження ливникових систем: у формі чавунного лиття (рис. 15, ж) є шлаковловлювач і випори, а у формі для сталевого лиття (рис. 15, з) шлаковловлювач відсутній. Для компенсації великої усадки сталі і попередження усадочних раковин передбачено прибутки.
Поиск по сайту: |
 , см2 (13.1)
, см2 (13.1) - маса виливка, кг;
- маса виливка, кг; - коефіцієнт витрати металу – для чавунного лиття 0,27-0,55, для сталевого -0,3-0,41, для кольорового лиття – 0,6-0,7;
- коефіцієнт витрати металу – для чавунного лиття 0,27-0,55, для сталевого -0,3-0,41, для кольорового лиття – 0,6-0,7; - час заливання, с;
- час заливання, с; - розрахунковий напір металу, см;
- розрахунковий напір металу, см; , сек. (13.2)
, сек. (13.2) - максимальна товщина стінок виливка, см.
- максимальна товщина стінок виливка, см. , см (13.3)
, см (13.3) - висота виливка над рівнем живильника, см;
- висота виливка над рівнем живильника, см; - максимальний напір (рівень металу в чаші над рівнем живильника), см;
- максимальний напір (рівень металу в чаші над рівнем живильника), см; - повна висота виливка з урахуванням висоти шлаковловлювача, см.
- повна висота виливка з урахуванням висоти шлаковловлювача, см. (13.4)
(13.4)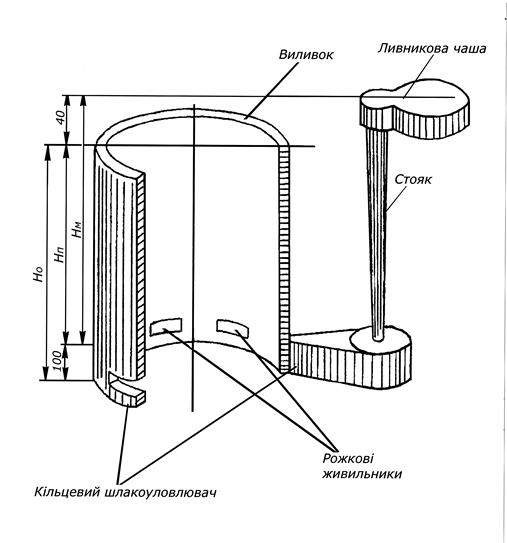











 Креслення 1
Креслення 1
 Креслення 2
Креслення 2
 Креслення 3
Креслення 3
 Креслення 4
Креслення 4
 Креслення 5
Креслення 5
 Креслення 6
Креслення 6
 Креслення 7
Креслення 7
 Креслення 8
Креслення 8
 Креслення 9
Креслення 9
 Креслення 10
Креслення 10
 Креслення 11
Креслення 11
 Креслення 12
Креслення 12
 Креслення 13
Креслення 13
 Креслення 14
Креслення 14
 Креслення 15
Креслення 15


 ж)
ж)
 з)
з)