|
|
|
Архитектура Астрономия Аудит Биология Ботаника Бухгалтерский учёт Войное дело Генетика География Геология Дизайн Искусство История Кино Кулинария Культура Литература Математика Медицина Металлургия Мифология Музыка Психология Религия Спорт Строительство Техника Транспорт Туризм Усадьба Физика Фотография Химия Экология Электричество Электроника Энергетика |
Виготовлення точних виливків
До прогресивної технології ливарного виробництва відносяться спеціальні методи лиття: 1. Способи отримання точних виливок у разові форми (форми руйнуються після кожного заливання). Ці методи усувають або зменшують механічну обробку виливок. До них відносяться: лиття по моделям, що витоплюються, лиття в оболонкові форми. 2. Лиття у напівпостійні форми. У таких формах можна отримати декілька десятків і навіть сотень виливок без руйнування форми. Такі форми виготовляють із шамоту, металокераміки і графіту. 3. Лиття у постійні форми. У таких формах можна виготовляти декілька тисяч виливок з великою точністю розмірів. До таких видів лиття відносять: лиття в кокіль, відцентрове лиття, лиття під тиском.
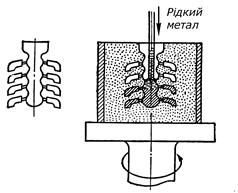
12.1 Виробництво точних виливок по моделях, що витоплюються. Застосовується для одержання дрібних деталей (до 10 кг) зі сталі та ін. важкооброблюваних сплавів з температурою плавлення до 1600°С. Дає велику точність розмірів і високу чистоту поверхні. Відпадає необхідність механічної обробки.
Рис. 6. Форма для лиття по моделях, що витоплюються Технологія лиття складається (рис.6): 1. виготовлення металевої моделі – еталона виробу, що відливається; 2. з легкоплавкого сплаву виготовляють прес-форму по моделі-еталону; 3. виготовлення моделей, що витоплюються, шляхом заповнення прес-форм легкоплавким рідким складом (стеарину з парафіном); 4. виготовлення моделі ливникової системи; 5. складання моделей і ливникової системи і покриття їх разом вогнетривким складом (дрібний кварцовий пісок з добавленням розчину етилсиліката чи рідкого скла в якості сполучного); 6. виготовлення форми в опоці; 7. виплавка моделей і прожарювання форми; 8. розплавлення металу; 9. заливка форм (гарячих) під тиском 5ат; Вибивка й очищення виливків. Точність лиття досягається завдяки точним моделям і формам без рознімання.
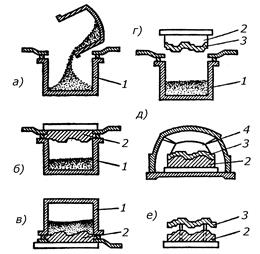
Виробництво точних виливок у оболонкові форми Застосовують для виготовлення невеликих тонкостінних виливків. Технологія лиття складається (рис. 7): 1. поворотний бункер машини наповнюють формувальною сумішшю (а) (пісок і термореактивна смола-бакеліт);
Рис. 7. Схема одержання оболонкової форми
2. односторонню металеву плиту нагрівають до температури 150 - 200°С з металевими моделями і закріплюють над бункером (б); 3. перевертають бункер, смола плавиться і спікає пісок (в); 4. при зворотному повороті пристрою на формі залишається спечена корка (оболонка) 3, а надлишок суміші залишається в бункері (г); 5. оболонку на 30 - 40 сек. разом із плитою поміщають у піч 4, нагріту до температури 250 - 300°С (д); 6. затверділу оболонку з плити знімають штовхальником (е); 7. спаровують з іншою оболонкою (напівформою) і склеюють; Потім цю оболонкову форму заливають металом (чавуном, сталлю, сплавами кольорових металів).
Поиск по сайту: |