|
|
|
Архитектура Астрономия Аудит Биология Ботаника Бухгалтерский учёт Войное дело Генетика География Геология Дизайн Искусство История Кино Кулинария Культура Литература Математика Медицина Металлургия Мифология Музыка Психология Религия Спорт Строительство Техника Транспорт Туризм Усадьба Физика Фотография Химия Экология Электричество Электроника Энергетика |
Особливості конструкції і геометрії спірального свердлаСтр 1 из 4Следующая ⇒
Методичні рекомендації
до лабораторної роботи № 9
з дисципліни: «Верстатна справа»
Житомир - 2013 Лабораторна робота № 9 Тема:ЗАТОЧУВАННЯ СПІРАЛЬНИХ СВЕРДЕЛ Мета і задачі лабораторної роботи Метою роботи є вивчення конструктивних і геометричних параметрів свердла, його статичної і кінематичної геометрії, способів заточування спіральних свердел. Для цього передбачене рішення наступних задач: 1. вивчення типів свердел і області їхнього застосування; 2. вивчення конструктивних і геометричних параметрів спірального свердла; 3. вивчення характеру зміни передніх і задніх кутів вздовж різальної кромки; 4. вивчення способів заточування свердла і використовуваного обладнання. Після виконання лабораторної роботи студент повинен знати: конструкції різних типів свердел, їх конструктивні і геометричні параметри, методику налагодження заточувального верстата, методику контролю геометричних параметрів свердла після заточування; уміти: розрахувати значення переднього кута і кута нахилу гвинтової канавки в різних точках різальної кромки свердла, зробити заточування свердла, зробити контроль його геометричних параметрів.
План проведення роботи 1. Ознайомитися з методичними вказівками до виконання лабораторної роботи. 2. По довідковій літературі вивчити типи свердел і область їхнього застосування. 3. Вивчити конструктивні елементи і геометричні параметри спірального свердла. 4. Для даного свердла побудувати графік зміни величини переднього кута вздовж різальної кромки. 5. Для даного свердла побудувати графік залежності заднього кінематичного кута від діаметра. 6. Замалювати схеми заточування свердел. 7. Заточити свердло. 8. Проконтролювати параметри заточеного свердла. 9. Оформити звіт про виконану роботу.
Теоретичні відомості
Особливості конструкції і геометрії спірального свердла Свердла є одним з найпоширеніших металорізальних інструментів. Вони призначені для утворення отворів у суцільному матеріалі, а також для збільшення діаметра попередньо просвердленого отвору шляхом розсвердлювання. Точність обробки отворів не перевищує 14…12 квалітету, шорсткість обробленої поверхні Ra 6...3 мкм. Різальна частина має дві головні 1, дві допоміжні 2 і одну поперечну 3 різальні кромки (рис. 1.1). Головні різальні кромки нахилені до осі свердла під головним кутом у плані Поперечна різальна кромка 3 із проекціями головних різальних кромок утворює кут
Рис. 1.1. Геометрія різальної частини свердла
Кут нахилу гвинтових канавок свердла Іноді крім кута
де D – діаметр свердла, мм;
Передній кут свердла
де dx – діаметр свердла, на якому відбувається вимір, мм,
Необхідно розрізняти статичну і кінематичну геометрію свердла (рис. 1.2). Під статичними переднім
Рис. 1.2. Статична та кінематична геометрія свердла
Дійсні значення кутів під час роботи відрізняються від тих, які отримані в процесі заточування. Кінематичні кути Отже, положення дотичної до поверхні різання в процесі роботи свердла залежить від величини подачі і характеризується кутом нахилу траєкторії руху
де S – величина подачі, мм/об. На периферії свердла цей кут має мінімальне значення і збільшується в міру наближення до серцевини. Отже, і кінематичні кути змінні вздовж різальної кромки свердла і визначаються по формулах:
Для зменшення тертя між задньою поверхнею свердла і поверхнею різання необхідно, щоб значення кінематичного заднього кута не було менше певного значення. А через те, що кут
Поиск по сайту: |
 . Звичайно для зручності контролю розглядають не кут
. Звичайно для зручності контролю розглядають не кут  - кут нахилу поперечної різальної кромки; звичайно
- кут нахилу поперечної різальної кромки; звичайно 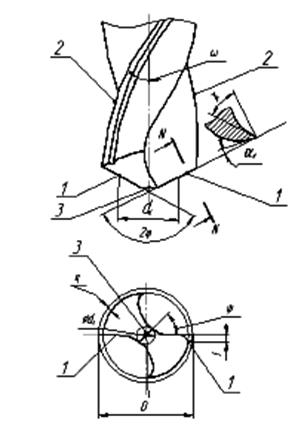
 впливає на його сталість і жорсткість, а також на умови відводу стружки. Величина кута
впливає на його сталість і жорсткість, а також на умови відводу стружки. Величина кута  , мм, (1.1)
, мм, (1.1) N визначається в нормальному перетині N-N і є величиною змінною. Найбільше значення він має на периферії свердла, а найменше - у центрі. Величина переднього кута залежить від діаметра, на якому він міряється, головного кута в плані і кута нахилу гвинтовий стружкової канавки. Його значення знаходять по наступній залежності:
N визначається в нормальному перетині N-N і є величиною змінною. Найбільше значення він має на периферії свердла, а найменше - у центрі. Величина переднього кута залежить від діаметра, на якому він міряється, головного кута в плані і кута нахилу гвинтовий стружкової канавки. Його значення знаходять по наступній залежності: , (1.2)
, (1.2) с кутами розуміють кути свердла як геометричного тіла (кути заточування). Статичний задній кут визначається між дотичною до задньої поверхні в заданій точці і дотичною до кола її обертання навколо осі свердла. Статичний передній кут визначається між дотичною до передньої поверхні в заданій точці і радіусом кола її обертання навколо осі свердла.
с кутами розуміють кути свердла як геометричного тіла (кути заточування). Статичний задній кут визначається між дотичною до задньої поверхні в заданій точці і дотичною до кола її обертання навколо осі свердла. Статичний передній кут визначається між дотичною до передньої поверхні в заданій точці і радіусом кола її обертання навколо осі свердла.
 . Величина цього кута залежить від діаметра, на якому відбувається вимір:
. Величина цього кута залежить від діаметра, на якому відбувається вимір: , град, (1.3)
, град, (1.3) ,
, .
.