|
|
|
Архитектура Астрономия Аудит Биология Ботаника Бухгалтерский учёт Войное дело Генетика География Геология Дизайн Искусство История Кино Кулинария Культура Литература Математика Медицина Металлургия Мифология Музыка Психология Религия Спорт Строительство Техника Транспорт Туризм Усадьба Физика Фотография Химия Экология Электричество Электроника Энергетика |
Особливості конструкції і геометрії розверткиСтр 1 из 2Следующая ⇒
Методичні рекомендації
до лабораторної роботи № 10
з дисципліни: «Верстатна справа»
Житомир - 2013
Лабораторна робота № 10
Тема:ЗАТОЧУВАННЯ РОЗВЕРТОК Мета і задачі лабораторної роботи Метою роботи є вивчення процесу обробки отворів розвертками, конструктивних і геометричних параметрів інструмента, процесу заточування і переточування розверток. Для цього передбачене рішення наступних задач: 1. вивчення типів розверток і області їхнього застосування; 2. вивчення конструктивних і геометричних параметрів циліндричної розвертки; 3. вивчення порядку розрахунку виконавчого розміру чистової розвертки; 4. вивчення методики розрахунку кількості металу, що сточується, за одне переточування і припустиму кількість переточувань розвертки; 5. вивчення послідовності заточування і переточування розвертки і використовуваного устаткування. Після виконання лабораторної роботи студент повинен знати: конструкції різних типів розверток, їх конструктивні і геометричні параметри, методику налагодження універсально-заточувального верстата, методику контролю геометричних параметрів розвертки; уміти: вибрати необхідні геометричні параметри розвертки, розрахувати її виконавчий розмір, заточити розвертку, зробити контроль її геометричних параметрів після заточування.
План проведення роботи 1. Ознайомитися з методичними вказівками до виконання лабораторної роботи. 2. По довідковій літературі вивчити типи розверток і область їхнього застосування. 3. Вивчити конструктивні елементи і геометричні параметри циліндричної розвертки. 4. Виконати ескіз розвертки з усіма розмірами. 5. Замалювати схеми заточування розвертки по передній і головній задній поверхням. 6. Визначити припустиму величину сточування і налагоджувальні розміри, необхідні для настроювання універсально-заточувального верстата. 7. Заточити розвертку. 8. Проконтролювати параметри заточеної розвертки. 9. Оформити звіт про виконану роботу.
Теоретичні відомості
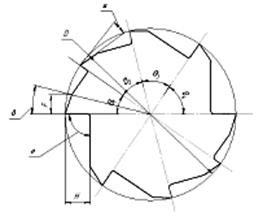
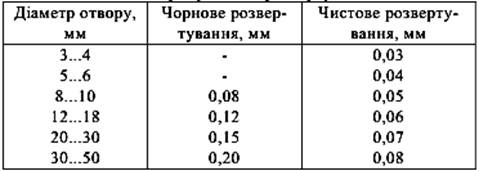
Особливості конструкції і геометрії розвертки Розвертка є багатолезовим інструментом для обробки точних циліндричних і конічних отворів з малою шорсткістю поверхні. Розвертуванням можна одержати 6...9 квалітет точності. Для одержання високоточних отворів застосовуються двох- і трикратне розвертування комплектом розверток: чорнової, напівчистової і чистової. Досяжна шорсткість поверхні Ra=0,32...1,25 мкм. Орієнтовний припуск на сторону при розвертуванні залежить від виду розвертування і діаметра інструмента (табл. 1.1). Конструктивні і геометричні параметри розвертки із конічним хвостовиком наведені на рис. 1.1. Розвертка складається з робочої частини l, хвостовика l6 і перехідної шийки l3. Робоча частина розвертки підрозділяється на різальну l1 і калібруючу l2 частини. Калібруюча частина служить для направляння розвертки в отворі і забезпечення заданих значень точності і шорсткості поверхні. На цій ділянці розвертка має постійний діаметр. Довжина циліндричної калібруючої частини l4 обмежена, щоб не розбивати отвір: l4=(0,5...1)D - для машинних розверток і l4 =(2,5...5)D - для ручних.
Таблиця 1.1. Припуски під розвертування
Рис. 1.1. Конструктивні і геометричні параметри розвертки
На довжині l5 робиться зворотний конус. Величина конусності становить 0,03...0,05 мм на 100 мм довжини і не перевищує допуску на виготовлення розвертки. Довжина зворотного конуса l5=(0,15...0,3)D. Кут забірного конуса Передній і задній кути на різальній частині виміряються в перетині нормальному до головної різальної кромки (рис. 1.1, перетин А-А). Задній кут На калібруючій частині розвертки виконується циліндрична стрічка f=(0,05...0,25) мм (рис. 1.1, перетин Б-Б); чим більше діаметр розвертки, тим більше приймається величина цієї стрічки. Допоміжний задній кут на стрічці Як правило розвертки роблять із прямими канавками. Розвертки із гвинтовими стружковими канавками використовують при обробленні в’язких матеріалів або для отворів, що перериваються по довжині. Це викликано необхідністю поліпшення умов відводу стружки. Гвинтові зубці забезпечують меншу шорсткість обробленої поверхні і більшу стійкість інструмента. Напрямок гвинтових канавок робиться зворотним напрямку обертання розвертки для запобігання її заїдання і самозатягування. Значення кута нахилу канавки вибирається залежно від оброблюваного матеріалу:
Таблиця 1.2. Число зубців у розвертки
Число зубців розвертки приймається парним для спрощення їхнього контролю по діаметрі і зменшення розбивання отвору і залежить від діаметра розвертки (табл. 1.2). Для підвищення точності і чистоти обробленого отвору використовують розвертки з нерівномірним кутовим кроком зубців (рис. 1.2). Нерівномірний розподіл зубців по колу у розверток зменшує огранювання отвору і попереджає появи поздовжніх рисок, розташованих відповідно кроку. Риски і огранювання утворяться через періодичну зміну навантаження від неоднорідності матеріалу, наявності м'яких і твердих включень, через віджимання розвертки.
Рис. 1.2. Розвертка зі змінним кутовим кроком
Поиск по сайту: |

 (головний кут у плані) вибирається залежно від типу розвертки:
(головний кут у плані) вибирається залежно від типу розвертки:  =6…12о (чим більше в'язкість оброблюваного матеріалу, тим більше задній кут); передній кут чистових розверток
=6…12о (чим більше в'язкість оброблюваного матеріалу, тим більше задній кут); передній кут чистових розверток  =0о. Для чорнових розверток і при обробці в’язких матеріалів призначають
=0о. Для чорнових розверток і при обробці в’язких матеріалів призначають  =7...8о - для обробки чавуну і стали високої твердості;
=7...8о - для обробки чавуну і стали високої твердості;