|
|
|
Архитектура Астрономия Аудит Биология Ботаника Бухгалтерский учёт Войное дело Генетика География Геология Дизайн Искусство История Кино Кулинария Культура Литература Математика Медицина Металлургия Мифология Музыка Психология Религия Спорт Строительство Техника Транспорт Туризм Усадьба Физика Фотография Химия Экология Электричество Электроника Энергетика |
Тарельчатые и насадочные колоны. Области их применения.
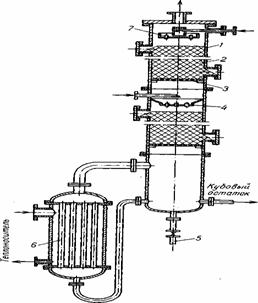
Насадочные колонны В этих колоннах (см. рис. 1.9) используются насадки различных типов, но в промышленности наиболее распространены колонны с насадкой из колец Рашига. Меньшее гидравлическое сопротивление насадочных колонн по сравнению с барботажными особенно важно при ректификации под вакуумом. Даже при значительном вакууме в верхней части колонны вследствие большого гидравлического сопротивления ее разрежение в кипятильнике может оказаться недостаточным для требуемого снижения температуры кипения исходной смеси. Для уменьшения гидравлического сопротивления вакуумных колонн в них применяют насадки с возможно большим свободным объемом. В самой ректификационной колонне не требуется отводить тепло, как в абсорберах. Поэтому трудность отвода тепла из насадочных колонн является скорее достоинством, чем недостатком насадочных колонн в условиях процесса ректификации. Однако и при ректификации следует считаться с тем, что равномерное распределение жидкости по насадке в колоннах большого диаметра затруднено. В связи с этим диаметр промышленных насадочных ректификационных колонн обычно не превышает 0,8–1 м. В насадочных колоннах поверхностью контакта фаз является смоченная поверхность насадки. Поэтому насадка должна иметь, возможно, большую поверхность в единице объема. Вместе с тем для того, чтобы насадка работала эффективно, она должна удовлетворять следующим требованиям: 1)хорошо смачиваться орошающей жидкостью, т.е. материал насадки по отношению к орошающей жидкости должен быть лиофильным; 2)оказывать малое гидравлическое сопротивление газовому потоку, т.е. иметь, возможно, большее значение свободного объема или сечения насадки; 3)создавать возможность для высоких нагрузок аппарата по жидкости и газу; 4)иметь малую плотность; 5)равномерно распределять орошающую жидкость; 6)быть стойкой к агрессивным средам; 7)обладать высокой механической прочностью; 8)иметь невысокую стоимость.
Рис. 1.9. Насадочная ректификационная колонна с кипятильником: 1 – корпус; 2 – насадка; 3 – опорная решетка; 4 – перераспределитель флегмы; 5 – патрубок для слива кубового остатка; 6 – кипятильник; 7 – ороситель. Очевидно, что насадок, которые бы полностью удовлетворяли всем указанным требованиям, не существует, так как соответствие одним требованиям нарушает соответствие другим (например, увеличение удельной поверхности а насадки влечет за собой повышение гидравлического сопротивления, а также снижение предельно допустимых скоростей газа и т.д.). Поэтому в промышленности используют большое число разнообразных по форме и размерам насадок, изготовленных из различных материалов (металла, керамики, пластических масс и др.), которые удовлетворяют основным требованиям при проведении того или иного процесса ректификации. Насадочные колонны широко применяют для процессов абсорбции, а также очистки, охлаждения и увлажнения газов. Некоторое применение они находят и для процессов ректификации. Насадочные колонны удовлетворительно работают только при обильном и равномерном орошении насадки жидкостью. Различается два основных режима работы аппаратов: 1. Пленочный режим, при котором жидкость, омываемая газом, стекает по элементам насадки. 2. Эмульгационный режим, когда весь аппарат заполнен жидкостью, а через слой ее между элементами насадки барботирует газ.
а) колонна полностью насаженная; б) колонна с насадкой, разделенной на секции; в) колонна частично насаженная. Рисунок 133 - Типы насадочных колонн. К основным элементам насадочных колонн относятся: насадка, устройства для орошения и распределения жидкости, опорные колосники и другие устройства, поддерживающие слой насадки. По способу расположения насадки по высоте аппарата колонны подразделяют на полностью насаженные (рисунок 133а), разделенные на секции (рисунок 133б) и частично насаженные (рисунок 133в). Полностью насаженные колонны с насадкой, загружаемой навалом, имеют обычно высоту слоя насадки не более
Тарельчатые колонны Конструкции и тарельчатых колонн весьма разнообразны (рисунок 128). Это объясняется чрезвычайно большим ассортиментом перерабатываемого сырья, широким диапазоном производительности и различным гидравлическим режимом колонн. В качестве конструкционного материала для изготовления колонных аппаратов наиболее широко применяют углеродистую и кислотостойкую сталь. В некоторых случаях по условиям коррозии и очистки тарелок целесообразно использовать чугун. Колонны из цветных металлов выполняются реже. В настоящее время осваиваются тарельчатые колонны из неметаллических материалов керамики, графита, фторопласта и т.д.
1 - куб колонны; 2 - колонна. Рисунок 128 -Типовые конструкции а) колпачковая; б) ситчатая; в) насадочная. В химической и нефтеперерабатывающей промышленности находят применение тарельчатые колонны различных размеров: от небольших диаметром 300 - 400 мм до крупнотоннажных высокопроизводительных установок с колоннами диаметром 5, 8 и даже 12 м. Высота колонны зависит от числа тарелок и расстояния между нами. Чем меньше расстояние, тем ниже колонна, однако при уменьшении расстояния между тарелками увеличивается унос брызг и возникает опасность переброса жидкости с нижних тарелок на верхние, что существенно уменьшает к.п.д. установки. Поэтому расстояние между тарелками обычно не принимают менее 200 - 300 мм. По соображениям конструктивного порядка и возможности ремонта и очистки тарелок расстояния между ними принимают по табл.8.2. Кипятильники в ректификационных установках малой производительности делают в виде змеевиков, установленных непосредственно в кубе, но более часто кипятильник монтируют в виде выносного теплообменника, который устанавливается вертикально около куба и связан с ним двумя патрубками. Колонны периодического действия имеют кубы большой емкости, достаточной для приема единовременной загрузки продукта. В колоннах непрерывного действия не нужен большой объем кубовой жидкости, и кубом в них является нижняя часть колонны высотой 1 - 1,5 м. Таблица 8.2 - Расстояние между тарелками.
К тарелкам предъявляются следующие требования: они должны иметь высокий к.п.д. (обеспечивать хороший контакт между жидкостью и паром), обладать малым гидравлическим сопротивлением, устойчиво работать при значительном колебании расходов пара и жидкости. Тарелки должны быть просты по конструкции, удобны в эксплуатации, иметь малый вес и быть нечувствительными к различным осадкам и отложениям, что особенно важно при работе с загрязненными жидкостями. Наибольшее применение находят колпачковые, ситчатые и клапанные тарелки. В ректификационных и абсорбционных колоннах, применяемых в нефтеперерабатывающей и нефтехимической промышленности, используют несколько типов тарелок, область применения которых зависит главным образом от нагрузок по пару и жидкости и от их физических свойств. В общем случав можно считать, что вакуумные колонны характеризуются малыми нагрузками по жидкости (малые объемные расходы жидкости); атмосферные колонны–умеренными нагрузками по пару и жидкости; колонны, работающие под давлением– малыми нагрузками по пару и большими по жидкости. Особенно велики нагрузки по жидкости в абсорберах и десорберах. Необходимость применения тарелок различных типов диктуется также спецификой и особенностями работы нефтеперерабатывающих и газобензиновых заводов, например, производительностью различных связанных между собой установок, которая зависит не только от количества исходного сырья, но и от его состава. Колпачковые тарелки (рисунок 129а) наиболее часто применяют в ректификационных установках. Конструктивная схема устройства колпачка и обозначения основных размеров приведены на рисунке 129а. Пары с предыдущей тарелки попадают в паровые патрубки колпачков и барботируют через слой жидкости, в которую частично погружены колпачки. Колпачки имеют отверстия или зубчатые прорези, расчленяющие пар на мелкие струйки для увеличения поверхности его соприкосновения с жидкостью. Переливные трубки служат для подвода и отвода жидкости и регулирования ее уровня на тарелке. Основной областью массообмена и теплообмена между парами и жидкостью, как показали исследования, является слой пены и брызг над тарелкой, создающийся в результате барботажа пара. Высота этого слоя зависит от размеров колпачков, глубины их погружения, скорости пара, толщины слоя жидкости на тарелке, физических свойств жидкости и др. Расчет основных размеров колпачков и некоторые рекомендации изложены в методике расчета тарельчатых колпачковые колонн. Следует отметить, что, кроме колпачковых тарелок, применяют также клапанные, желобочные, S–образные, чешуйчатые, провальные и другие конструкции и тарелок. В расчетах необходимо учитывать особенности конструкций тарелок. Клапанные тарелки (рисунок 129б, в) показали высокую эффективность при значительных интервалах нагрузок благодаря возможности саморегулирования. В зависимости от нагрузки клапан перемещается вертикально, изменяя площадь живого сечения для прохода пара, причем максимальное сечение определяется высотой устройства, ограничивающего подъем. Площадь живого сечения отверстий для пара составляет 10 - 15 % площади сечения колонны. Скорость пара составляет 1,2 м/с. Клапаны изготавливают в виде пластин круглого или прямоугольного сечения с верхним (рисунок 129б) или нижним (129в) ограничителем подъема.
а) колпачковая; б) клапанная с верхним ограничителем подъема; в) клапанная с нижним ограничителем подъема; г) из S - образных элементов; д) пластинчатая; е) чешуйчатая; ж) прямоточная. Рисунок 129 - Конструкции тарелок. Тарелки, собранные из S–образных элементов (рисунок 129в), обеспечивают движение пара и гладкости в одном направлении, способствуя выравниванию концентрации жидкости на тарелке. Площадь живого сечения на тарелке составляет 12 - 20 % от площади сечения колонны. Коробчатое поперечное сечение элемента создает значительную жесткость, позволяющую устанавливать его на опорное кольцо без промежуточных опор в колоннах диаметром до 4,5 м. Чешуйчатые тарелки (рисунок 129е) подают пар в направлении потока жидкости. Они работают наиболее эффективно при струйном режиме, возникающем при скорости пара в чешуях свыше 12 м/с. Площадь живого сечения составляет 10 % площади сечения колонны. Чешуи бывают арочными (рисунок 129е вариант первый) и лепестковые (рисунок 129е вариант второй), их располагают в тарелке в шахматном порядке. Простота конструкции, эффективность и большая производительность преимущества этих тарелок. Пластинчатые тарелки (рисунок 129д) собраны из отдельных пластин расположенных под углом 4 - 90 к горизонту. В зазорах между пластинами проходит пар со скоростью 20 - 50 м/с. Над пластинами установлены отбойные щитки, уменьшающие брызгоунос. Эти тарелки отличаются большой производительностью, малым сопротивлением и простотой конструкции.
Поиск по сайту: |
 . Дальнейшее увеличение высоты слоя насадки ограничивается тем обстоятельством, что жидкость стекающая по беспорядочно загруженной насадке, имеет тенденцию перемещаться к периферии, в результате чего часть насадки остается несмоченной. Когда требуется высота слоя более
. Дальнейшее увеличение высоты слоя насадки ограничивается тем обстоятельством, что жидкость стекающая по беспорядочно загруженной насадке, имеет тенденцию перемещаться к периферии, в результате чего часть насадки остается несмоченной. Когда требуется высота слоя более  , насадку в аппарате располагают отдельными слоями (секциями). После каждого слоя жидкость собирают и с помощью распределительных устройств равномерно орошают нижний слой насади. Общая высота колонны с насадкой, разделенной на секции, может достигать 30 - 40 м. Колонны, частично загруженные, имеют над слоем насадки значительное свободное пространство, в котором жидкость реагирует с газом в распыленном состояни
, насадку в аппарате располагают отдельными слоями (секциями). После каждого слоя жидкость собирают и с помощью распределительных устройств равномерно орошают нижний слой насади. Общая высота колонны с насадкой, разделенной на секции, может достигать 30 - 40 м. Колонны, частично загруженные, имеют над слоем насадки значительное свободное пространство, в котором жидкость реагирует с газом в распыленном состояни