Ливарна форма
| Це пристосування що створює робочу порожнину, при заливанні до якої рідкого металу формується виливок.
Ливарна піщано-глиняста форма складається:
|
| 1 - верхньої напівформи;
2 - нижньої напівформи;
3 - стриженя;
4 - випору (додаток);
5 - ливникової чаши;
6 - стояка;
7 - опоки верхньої;
8 - опоки нижньої;
9 - газовідвідних каналів;
10 - центрувальних штирів;
11- вушок опоки;
12 - шлаковловлювачів;
13 - живильників.
|
| Ливарне технологічне оснащення.
| У комплект ливарного оснащення для виготовлення форм з формувальних сумішей входять моделі, підмодельні плити, стрижневі ящики, опоки тощо.
|
| Модельний комплект
| Це комплект формувальних пристроїв, потрібних для утворення при формовці робочої порожнини. Це модель, стрижневі ящики, моделі ливникової системи, формуванні, контрольні і складальні шаблони для визначеного виливка.
|
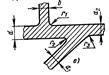
Модель
  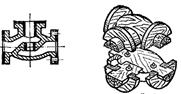
1) – деталь (водогінний вентиль)
2) – модель рознімна з штифтами що центрують
3) стержневі знаки
| Це елемент за допомогою якого у ливарній формі одержують порожнину, – має конфігурацію зовнішньої поверхні виливка.
Модель більша за виливок на величину усадки металу.
Розміри моделі відрізняється від відповідних розмірів деталі величиною припусків на механічну обробку, технологічних припусків, величиною усадки металу.
Модель виготовляють із дерева (зазвичай одиничне виробництво), металу, пластмаси.
Модель може бути рознімна або ні для здійснення можливості технології формування у піщаній формі.
|
| Площина рознімання моделі,
форми (РМФ).
| Призначається для можливості видалення моделі з форми після здійснення процесу формування.
Вимоги:
1 – можливість найлегшого видалення моделі з форми;
2 – виключення криволінійності роз’єму;
3- забезпечення точності розмірів виливка.
|
| Стержневі знаки.
| У місцях, де в деталі має бути отвір (або порожнина). Мають вигляд виступів. Знаки роблять заглибини в формовій суміші, куди вставляється стержень при складанні форми.
|
Ливникова система.
| Це сукупність каналів і резервуарів, якими розплав надходить з ковша до порожнини форми і живлення її під час тверднення. Основними елементами ливникової системи є: ливникова чаша, стояк, шлаковловлювач, живильники, випори, додатки. За способом підведення розплаву в робочу порожнину форми ливникові системи ділять на: нижню, верхню, бічну.
|
| | Ливникова чаша
| Призначена для приймання розплавленого металу і спрямовування його в порожнину форми.
|
| | Стояк
| Канал що спрямовує розплав у інші елементи (крім чаши) ливникової системи.
|
| | Шлаковловлювач
| Затримує неметалеві домішки в розплаві перед його надходженням до живильників.
|
| | Живильник
| Канал що підводить розплав у робочу порожнину
|
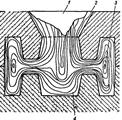
 Додатки Додатки
|
1 – усадкова раковина;
2 – додаток;
3 – усадкова пористість;
4 – виливок.
| Потрібні для отримання виливків без усадкових раковин і пористості, що можуть утворюватися внаслідок зменшення об'єму розплаву при затвердінні. Використовують відкриті додатки, закриті і додатки що діють під тиском.
|
| | Випори
| Вертикальні канали, потрібні для виходу газів з форми, контролювання заповнюваності робочої порожнини.
|
| Газовідвідні канали
| Потрібні для видалення газів, що виділяються формою при заливці металу з високою температурою. Канали, що зроблені спицею-душником і проходять на різну глибину форми.
|
| Підмодельна плита
| Служить для розміщення на ній моделей і встановлення опок при виготовленні ливарної форми вручну. Підмодельні плити формують площину рознімання ливарної форми.
|
 Опока(дивись «форми»). Опока(дивись «форми»).
| Це міцні металеві рами різної форми, призначені для виготовлення ливарних напівформ з формувальних сумішей. Опоки виготовляють з сірого чавуну, сталі, алюмінієвих сплавів.
|
Стержень.

| Це елемент форми, за допомогою якого у виливку отримують отвір чи порожнину.
|
Стержневий ящик.

| Виготовляють стержні у стержневих дерев’яних ящиках із стержневої суміші, що міцніша за формову.
|
| Технологічний припуск
складається з:
|
|
напуску
 
| Якщо деталь складної форми, модель для неї спрощується шляхом невиконання окремих елементів (отворів на фланцях вентиля, різьби тощо). На них призначається напуск (1) і на моделі ці елементи вже відсутні (спрощені).
|
ливарних (формових) ухилів
| Вертикальна стінка моделі
| |   
| Призначаються на поверхні моделі або стержня для спрощення видалення моделі (стержня) без псування з форми (стрижневого ящика). Величина до 3º.
|
Приливи
  
| Штучно доданий елемент (2) до виливка, за допомогою якого закріплюють при механічній обробці (транспортують) виливок.
|
Ребра
 
| Передбачають для запобігання жолоблення виливка при твердінні (термічній обробці).
|
Галтелі
| Закруглення внутрішнього кута виливка і моделі для отримання повільного переходу в спряжених стінках
|
| Припуск на механічну обробку.
| Це шар металу, що призначається на поверхні виливка з метою отримання потрібної геометрії та точності деталі подальшою механічною обробкою. Величина припуску регламентується ДСТУ, залежить від матеріалу виливка, розташування виливка в формі тощо.
|
| Формові суміші.
| Для виготовлення форм.
Формові суміші поділяють на облицювальні, наповнювальні чи єдині
|
| Стержневі суміші.
| Для виготовлення стержнів в стержневих ящиках. Більш міцні за формові, для теплового сушіння і самотверднучі.
|