|
|
|
Архитектура Астрономия Аудит Биология Ботаника Бухгалтерский учёт Войное дело Генетика География Геология Дизайн Искусство История Кино Кулинария Культура Литература Математика Медицина Металлургия Мифология Музыка Психология Религия Спорт Строительство Техника Транспорт Туризм Усадьба Физика Фотография Химия Экология Электричество Электроника Энергетика |
Размеры поковки и их допускаемые отклоненияСтр 1 из 2Следующая ⇒
Исходные данные. Дано:
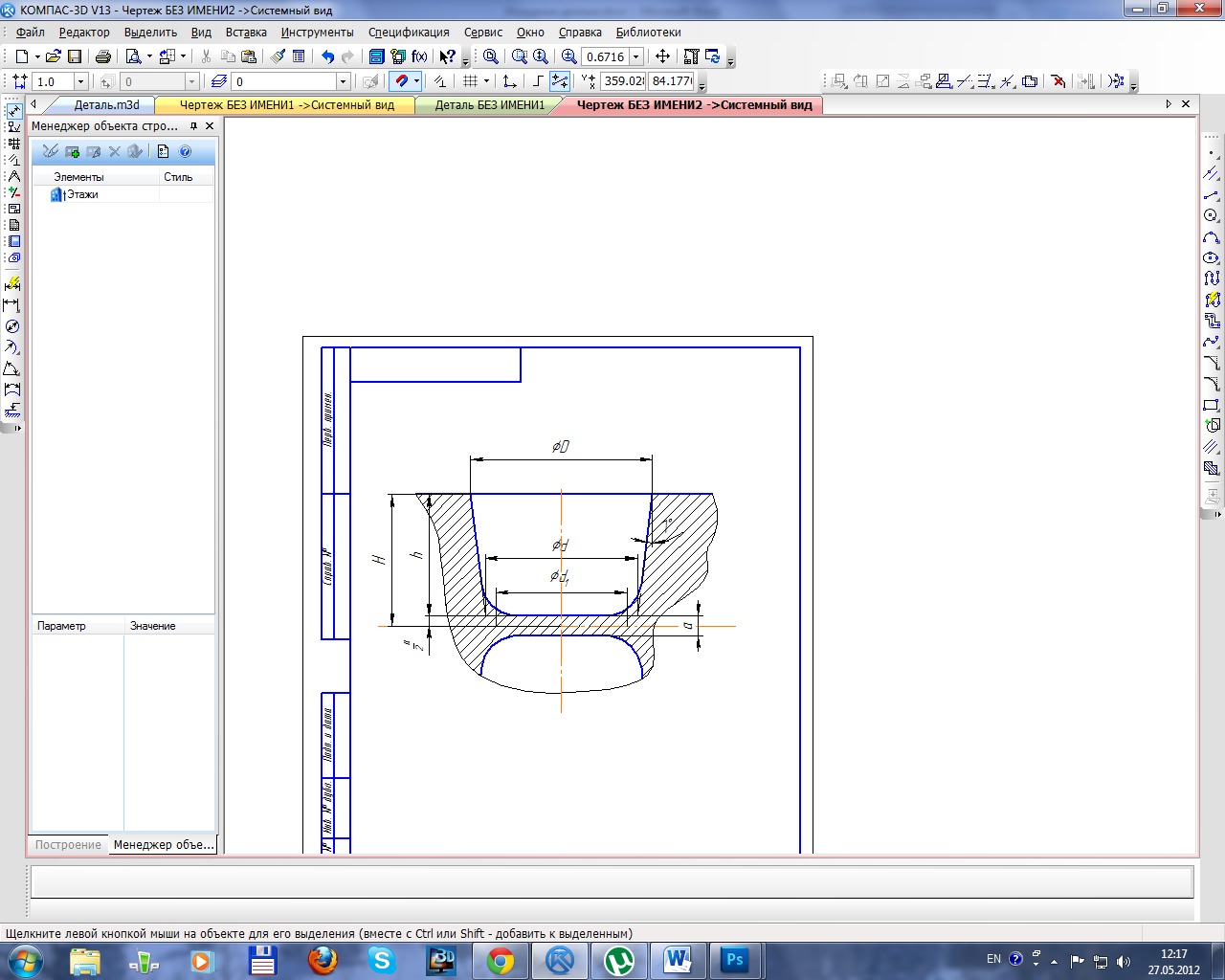
1. Чертеж детали представленный на рис. 1. 2. Материал – Сталь 12Х2Н4А ГОСТ 4543-71. 3. Штампованная поковка, класс точности Т4, группа поковки 2. 4. Твердость HB≥269. 5. Нагрев в пламенной печи. 6. Поверхность В резанием не обрабатывается, размеры обеспечиваются штампом. 7. Шероховатость остальных поверхностей Ra 2,5-10.
Определение исходных данных для дальнейших расчетов. 2.1.Расчетная масса поковки.
По таблице 20 (ГОСТ 7505-89) определяем коэффициент Кр для определения расчетной массы поковки. Поковка относится к группе 2 – круглые и многогранные в плане детали. У нас круглая шестерня п. 2.1 следовательно: Кр=1,5-1,8
2.2. Группа стали.
Состав стали 12Х2Н4А:
Суммарная доля легирующих элементов – 5.62% По таблице 1 (ГОСТ 7505-89) определяем группу стали – группа стали М3.
2.3. Степень сложности.
Степень сложности поковки определяют путем отношения массы поковки к массе геометрической фигуры, в которую вписывается форма поковки. Форма поковки вписывается в цилиндр.
Размеры: -Диаметр: 244,8*1,05= 257,04 мм; -Высота: 100*1,05= 105 мм.
Масса фигуры:
По приложению 2 (ГОСТ 7505-89) определяем степень сложности.
Степень сложности – С2.
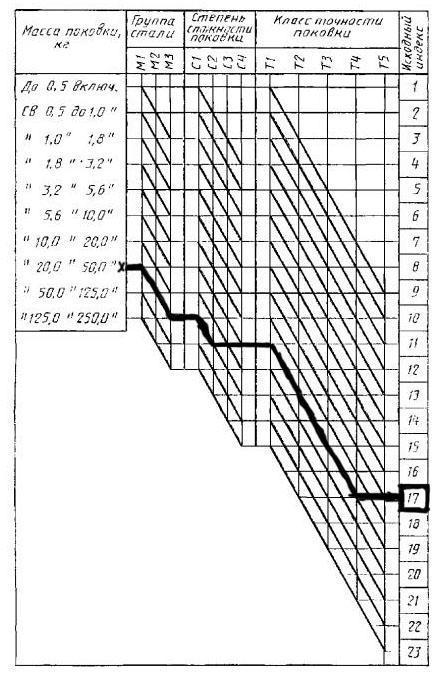
2.4. Конфигурация разъема штампа. По таблице 1 (ГОСТ 7505-89) определяем конфигурацию разъема поверхности штампа- П (Плоская). 2.5. Исходный индекс.
По таблице 2 (ГОСТ 7505-89) определяем исходный индекс для: - - группы стали М3; - степени сложности С2; - класса точности Т4
Исходный индекс- 17. Припуски и кузнечные напуски. 3.1. Основные припуски на размеры.
Основные припуски на размеры определяются по таблице 3 (ГОСТ 7505-89), мм. 3,2 - на диаметр 244,8 и чистоту поверхности Ra6.3 2,7 – на диаметр 82 и чистоту поверхности Ra6,3 3,5 - на толщину 100 и чистоту поверхности Ra2,5 3,0 - на толщину 48 и чистоту поверхности Ra6,3
3.2. Дополнительные припуски. Дополнительные припуски, учитывающие: -смещение по поверхности штампа, определяем по таблице 4(ГОСТ 7505-89), мм- 0,5 -отклонение от плоскостности, определяем по таблице 5(ГОСТ 7505-89), мм – 0,4 3.3. Штамповочные уклоны. Штамповочный уклон: - на наружной поверхности – не более 5°. Принимаем 5°. - на внутренней поверхности – не более 7°. Принимаем 7°. Размеры поковки и их допускаемые отклонения. 4.1.Размеры поковки. Размеры поковки, мм: Диаметр 244,8+(3,2+0,5)*2=252,2 принимаем 253 Диаметр 82-(2,7+0,5)*2=75,6 принимаем 75 Толщина 100+(3,5+0,4)*2=107,8 принимаем 108 Толщина 48+(3,0+0,4)*2=54,8 принимаем 55 4.2. Радиус закругления наружных углов. Радиус закругления наружных углов определяем по таблице 7 (ГОСТ 7505-89): Минимальный – 4 мм, принимаем 5 мм. 4.3. Допускаемые отклонения размеров. Допускаемые отклонения размеров, определяем по таблице 8(ГОСТ 7505-89), мм: Диаметр Диаметр Толщина Толщина 4.4. Определение прошиваемого отверстия и толщины перемычки.
Диаметр прошиваемой пленки
Толщина пленки
Глубина наметки
Диаметр на вершине наметки
4.5. Неуказанные предельные отклонения размеров. Неуказанные предельные отклонения размеров, принимают равным 1,5 допуска соответствующего размера поковки с равными допускаемыми отклонениями – п.5.5 (ГОСТ 7505-89). 4.6. Неуказанные допуски радиусов закруглений. Неуказанные допуски радиусов закруглений, определяются по таблице 17 (ГОСТ 7505-89). Для R=15 мм – допуск 5мм 4.7. Допускаемые величины остаточного облоя. Допускаемые величины остаточного облоя, определяются по таблице 10 (ГОСТ 7505-89) – 1,4 мм. 4.8. Допускаемые отклонения от плоскостности. Допускаемые отклонения от плоскостности, определяются по таблице 13 (ГОСТ 7505-89)- 1.0 мм. 4.9. Допускаемые отклонения от концентричности пробитого отверстия относительно внешнего контура поковки. Допускаемые отклонения от концентричности пробитого отверстия относительно внешнего контура поковки, определяются по таблице 12 (ГОСТ 7505-89)- 1.5 мм. 4.10. Допускаемое смещение по поверхности разъема штампа. Допускаемое смещение по поверхности разъема штампа, определяются по таблице 9 (ГОСТ 7505-89) - 1.2 мм. 4.11.Допускаемая величина высоты заусенца. Допускаемая величина высоты заусенца по контуру обрезки облоя, определяются по п.5.10 (ГОСТ 7505-89) – не более 5 мм.
Поиск по сайту: |



 = 20,7кг;
= 20,7кг;