|
|
|
Архитектура Астрономия Аудит Биология Ботаника Бухгалтерский учёт Войное дело Генетика География Геология Дизайн Искусство История Кино Кулинария Культура Литература Математика Медицина Металлургия Мифология Музыка Психология Религия Спорт Строительство Техника Транспорт Туризм Усадьба Физика Фотография Химия Экология Электричество Электроника Энергетика |
Низколегированные и легированные стали ⇐ ПредыдущаяСтр 2 из 2
Низколегированные и особенно легированные стали из-за достаточно большого содержания легирующих элементов отличаются высокой чувствительностью к термическому циклу сварки. Увеличение содержания элементов, повышающих закаливаемость, сопровождается снижением сопротивления сварных соединений образованию холодных трещин. Элементы, упрочняющие твердый раствор, способствуют, как правило, снижению ударной вязкости металла в околошовном участке ЗТВ сварных соединений. Поэтому получение бездефектных сварных соединений, имеющих высокие механические характеристики, сопряжено с необходимостью жесткого соблюдения тепловых режимов сварки, а в некоторых случаях и проведения термической обработки. Поскольку основной причиной появления трещин, снижения пластичности в шве и околошовной зоне является образование закалочных структур, то одной из главных мер предотвращению этого является ограничение скоростей охлаждения в определенном диапазоне температур. Так для некоторых низколегированных и легированных сталей рекомендуемые скорости охлаждения и интервалы температур, в которых они должны достигаться, приведены в Табл. 1. Табл. 1. Рекомендуемые скорости охлаждения для некоторых марок отечественных сталей.
Табл. 2. Предельные значения времени остывания с 800 до 500°С в секундах и погонной энергии в кДж/мм для некоторых импортных сталей.
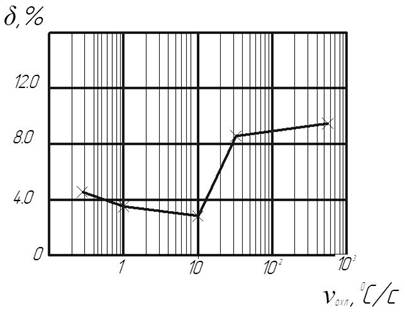
Высоколегированные стали аустенитного класса Наиболее распространенным типом аустенитных сталей по схеме легирования являются хромоникелевые, т.е. легированные достаточно большим количеством хрома и никеля. Стали данного класса в своем большинстве отличаются достаточно высокими показателями свариваемости, они достаточно широко используются в различных отраслях промышленности в качестве нержавеющих для изготовления сварных конструкций, эксплуатирующихся в условиях агрессивных сред, а так же для наплавки коррозионностойких слоев. Одной из сложностей, возникающих при сварке и наплавке данных сталей, является утрата стойкости к межкристаллитной коррозии (МКК) сварного шва и околошовной зоны. Причиной этого является образование карбидов хрома, связанное с медленным остыванием металла после сварки. Поэтому для конструкций из аустенитных сталей, эксплуатирующихся в средах, вызывающих МКК, необходимо жестко задавать параметры режима сварки, влияющие на скорость остывания металла шва. Так при многопроходной сварке и наплавке сталей данной группы рекомендуется начинать наложение следующего валика только после того, как предыдущий остынет до температуры ниже 200°С. Значения скоростей охлаждения, обеспечивающие стойкость к МКК, приведены на Рис. 4.1.
Рис. 4.1. Значения скоростей охлаждения, обеспечивающие стойкость к МКК. Титановые сплавы Одной из особенностей титана и сплавов на его основе влияющих на технологию сварки является склонность к газопоглощению при относительно низких температурах вплоть до 350°С. В связи с этим при сварке титановых сплавов необходимо обеспечивать защиту поверхностей прогреваемых до указанных температур. По структуре различают однофазные и двухфазные титановые сплавы – α, α+β. Однофазные упрочняются механически, двухфазные упрочняются термообработкой. Поэтому механические характеристики сварных соединений двухфазных титановых сплавов зависят от термического цикла сварки. К примеру, зависимость механических характеристик сплава ВТ-23 от скорости охлаждения приведены на рис. 4.2
a
б
в Рис. 4.2. Механические свойства сплава ВТ-23 в зависимости от скоростей охлаждения. 4.2. Выбор ориентировочных режимов сварки или наплавки Под режимом обработки понимают значения регулируемых параметров процесса. Вид и количество параметров определяются конкретным способом обработки. Например, при механизированной аргоно-дуговой сварке плавящимся электродом к основным параметрам режима относят такие, как скорость сварки, величину сварочного тока, падение напряжения на дуге, размер и скорость подачи присадочной проволоки, марку и расход защитного газа. Параметры режима сварки определяются главным образом следующими факторами: способом сварки, конструкцией соединения, в первую очередь толщиной, видом свариваемого материала. В ходе курсового проектирования необходимо подобрать те из параметров режима, которые в наибольшей мере определяют температурное поле в изделии. Для дуговой сварки это – сила тока, напряжение на дуге, скорость перемещения источника тепла, температура предварительного подогрева. Для лучевой обработки к параметрам определяющим температурный режим относятся эффективная мощность источника тепла, скорость его перемещения, а также диаметр пятна нагрева или коэффициент сосредоточенности. Выбор осуществляется с использованием источников [3,6,7,9,10,11]. В справочной литературе, как правило, приводился достаточно широкий диапазон параметров режима, и выбранные по справочным данным значения нуждаются в корректировке. Корректировка подобранных по справочной литературе параметров должна осуществляться математическим моделированием процессов распространения тепла при сварке и наплавке, ход моделирования описан ниже. 4.3. Выбор и обоснование расчетной схемы Теория нагрева тел подвижными источниками тепла была разработана в середине двадцатого века академиком Рыкалиным Н.Н., основные ее положения изложены в ряде справочных и учебных изданий [1,2,9,11]. Для моделирования температурного поля при сварке и наплавке используются следующие основные схемы: · нагрев полубесконечного тела точечным источником; · нагрев бесконечной пластины линейным источником; · нагрев пластины точечным источником тепла (схема плоского слоя). Выясним, по каким критериям при расчете необходимо выбрать расчетную схему. Если пластина тонкая, то предполагают, что источник выделяет теплоту равномерно по толщине листа и расчет проводят как для линейного источника теплоты в пластине. В толстых плитах отражением теплоты от нижней границы пренебрегают и расчет ведут по схеме точечного источника теплоты на поверхности полубесконечного тела. Наконец, если пластина не удовлетворяет первым двум схемам, то выбирают схему плоского слоя с точечным источником теплоты на поверхности, принимая, что обе поверхности не пропускают теплоту. При расчете температур в процессе сварки нельзя однозначно отнести пластину к тонкой или толстой. Если тепловыделение от источника теплоты происходит почти по всей толщине пластины, то она может быть отнесена к тонким, если даже ее толщина измеряется многими миллиметрами. Напротив, пластина толщиной 1 мм должна быть отнесена к толстым, если на ее поверхности действует весьма концентрированный маломощный источник теплоты, не вызывающий глубокого проплавления, например остросфокусированный лазерный луч. При сварке и наплавке деталей с иной геометрической формой во многих случаях можно воспользоваться вышеперечисленными расчетными схемами, незначительно изменив их. Примеры расчета температурного поля с учетом геометрической формы нагреваемых деталей можно найти в [1,2]. Для моделирования процессов термической обработки поверхности концентрированными источниками тепла может быть применена еще одна расчетная схема – нагрев полубесконечного тела нормально распределенным источником тепла. Учесть распределенность потока теплоты, можно заменой нормально кругового источника на мгновенный точечный источник, с тем, однако, условием, что теплота в течение промежутка времени, равного постоянной времени t0, распространяется только по поверхности тела, а затем распространяется и по поверхности, и в глубину (в направлении оси ОZ полубесконечного тела). В этом случае распространение тепла от мгновенного нормально-кругового источника определяется следующим уравнением:
где r2=x2+y2. t0=1/(4ak); a – коэффициент температуропроводности материала; k – коэффициент сосредоточенности источника тепла. Согласно принципу наложения, температура в точке А(x0,y0,z0) массивного тела от действия подвижного источника в течение времени tН может быть вычислено интегрированием выражения (4.1):
Уравнение (4.2) может быть использовано для расчетов температурного поля при нагреве поверхности газовым пламенем, плазменной струей, электронным или лазерным лучами на стадии теплонасыщеня и в квазистационарном состоянии. Для получения значений температуры, соответствующих квазистационарному состоянию величина tН в уравнении (4.2) должна превышать продолжительность периода теплонасыщения. 4.4. Создание программы и расчет параметров режима обеспечивающих требуемые свойства Для создания программы расчета температурного поля рекомендуется использовать математический пакет MathCAD. Интерфейс пакета, принцип создания и редактирования программ в MathCAD опиисаны в [1,8]. Примеры расчета температурных полей, некоторых характеристик термических циклов, а так же визуализации результатов приведены в [1,13].
Поиск по сайту: |