|
|
|
Архитектура Астрономия Аудит Биология Ботаника Бухгалтерский учёт Войное дело Генетика География Геология Дизайн Искусство История Кино Кулинария Культура Литература Математика Медицина Металлургия Мифология Музыка Психология Религия Спорт Строительство Техника Транспорт Туризм Усадьба Физика Фотография Химия Экология Электричество Электроника Энергетика |
Заточування різців на універсально-заточувальному верстаті
Методичні рекомендації
до лабораторної роботи № 8
з дисципліни: «Верстатна справа»
Житомир - 2013 Лабораторна робота № 8 Тема:ЗАТОЧУВАННЯ РІЗЦІВ Мета і задачі лабораторної роботи Метою роботи є вивчення характеру зношування, способів заточування різців і устаткування для заточування. Для цього передбачене рішення наступних задач: 1. вивчення характеру зношування різців в залежності від умов роботи; 2. вивчення способів заточування різців і використовуваного устаткування; 3. придбання навичок з розрахунку кількості переточувань різця і його заточуванню. Після виконання лабораторної роботи студент повинен знати: конструкції різних типів різців, методику налагодження універсального і спеціального заточувальних верстатів, методику контролю геометричних параметрів різця після заточки, методику розрахунку величини сточування при кожному переточуванні й кількості переточувань; уміти: налагодити заточувальний верстат і заточити різець, проконтролювати його геометричні параметри.
План проведення роботи 1. Ознайомитися з методичними вказівками до виконання лабораторної роботи. 2. Ознайомитися із спеціальним та універсальним верстатами, які застосовують для заточування різців. 3. Для даного різця розрахувати величину сточування і кількість переточувань. 4. Для даного різця розрахувати кути, необхідні для його заточування в трьохобертових лещатах. 5. Привести схеми заточування різця на спеціальному верстаті. 6. Заточити різець. 7. Проконтролювати параметри заточеного різця. 8. Оформити звіт про виконану роботу.
Теоретичні відомості
Зношування різців Зношування різців в залежності від умов роботи може відбуватися тільки по передній поверхні, тільки по задній поверхні, або по обох поверхнях одночасно. Як правило, на передній поверхні утвориться лунка, а на задній - площадка зношування (рис. 1.1). Переважне зношування по задній поверхні зазвичай спостерігається при обробленні сталей з низькими швидкостями різання і малою (не більше 0,15 мм) товщиною зрізу, тобто при чистовому обробленні, а також при обробленні чавуну. Переважне зношування по передній поверхні спостерігається при великому тиску і при високій температурі в зоні різання. Такі умови виникають при обробленні сталі з високими швидкостями різання без охолодження і з великою (більше 0,5 мм) товщиною зрізу (чорнове точіння). За критерій зношування звичайно приймають припустиму величину зношування по задній поверхні. Наприклад, для твердосплавних різців при чорновому обробленні сталі hз=1,0-1,4 мм; при чорновому обробленні чавуну hз=0,8-1,0 мм; при чистовому обробленні hз=0,4-0,6 мм для сталі й hз=0,6-0,8 мм для чавуну.
Рис. 1.1. Схема зношування різця
Величина сточування за одне переточування (припуск на переточування) залежить від величини зношування різця, його конструкції і геометричних параметрів різальної частини. Розрахунок величини сточування роблять по формулах: а) при заточенні передньої поверхні:
б) при заточенні задньої поверхні:
де х — глибина лунки зношування по передній поверхні, мм; hз — величина зношування по задній поверхні, мм; а — додатковий припуск на заточення, рівний 0,1—0,25 мм;
Кількість переточувань по передній поверхні, що допускається товщиною напаяної пластинки, можна розрахувати по формулі:
де С – товщина напаяної пластинки, мм. Кількість переточувань по задній поверхні, що допускається довжиною напаяної пластинки, можна розрахувати по формулі:
де В – довжина пластинки, мм.
Заточування різців Загальні положення Заточування і доведення різальних інструментів здійснюється абразивним і алмазним кругами. Для інструментів з швидкорізальної сталі в основному використовують абразивні круги, для твердосплавних – спочатку заточують абразивним кругом, потім доводять алмазним. Переточування різців залежно від їх конструкції і характеру зношування відбувається по передній, задній або по обох поверхнях. Стандартні різці із пластинками твердого сплаву або швидкорізальної сталі частіш за все переточують по обох поверхнях. У деяких випадках при незначному зношуванні різців по передній поверхні раціонально заточувати їх тільки по задній поверхні. Технологічний процес заточування різців є типовим. При заточуванні твердосплавних різців застосовуються наступні операції: · оброблення державки по задній поверхні; · чорнове заточування напаяної пластини по передній поверхні; · чорнове заточування напаяної пластини по головній і допоміжній заднім поверхням; · чистове заточування і доведення напаяної пластини спочатку по передній, потім по головній і допоміжній заднім поверхням; · доведення радіуса при вершині різця. Необхідність виконання кожної із цих операцій залежить від величини припуску, що знімається, і вимог до шорсткості поверхонь, що заточуються (табл. 1.1). Чорнове заточування твердосплавних інструментів проводять кругами з карбіду кремнію зеленого, а чистове заточування і доведення - кругами із синтетичних алмазів.
Таблиця 1.1. Операції технологічного процесу заточування й доведення різців
При виборі характеристики круга з карбіду кремнію зеленого і режимів заточування варто керуватися наступним правилом: чим вище крихкість твердого сплаву, тим м'якше повинен бути круг і менше його швидкість. Найбільш м'які круги і найменші швидкості різання застосовують при заточенні різців зі сплавів Т30К4 і ВК2. При чистовому заточуванні твердосплавних різців варто застосовувати алмазні круги на металевій зв'язці, тому що в цьому випадку вартість оброблення менша в порівнянні з алмазними кругами на бакелітовій зв'язці. Заточування кругами на металевій зв'язці повинно робитися з охолодженням. При доведенні краще застосовувати алмазні круги на бакелітовій зв'язці, які забезпечують одержання меншої шорсткості поверхні, ніж круги на металевій зв'язці. При переточуванні різців необхідно знімати значно більший припуск, ніж під час першого заточування. Крім того, під час переточувань зникає нависання пластинки з інструментального матеріалу над державкою. Тому при переточуванні спочатку виконують чорнове заточування передньої і задньої поверхонь одночасно по пластинці і державці абразивним кругом з карбіду кремнію зеленого, а потім різальну пластину доводять алмазним кругом. При переточуванні різців з розміром державки більшим ніж 25х30 спочатку обробляють державку кругом з електрокорунду білого під кутом Порядок операцій при заточуванні і доведенні різців зі швидкорізальної сталі в основному такий самий, як при заточуванні різців із пластинками твердого сплаву. Відміна полягає лише в тому, що заточування по державці як окрема операція не робиться. Чорнове заточування роблять кругами з електрокорунду білого, доведення - з карбіду кремнію зеленого на бакелітовій зв'язці. Якість заточки різців залежить від правильного вибору характеристик шліфувального кругу і режимів різання (див. табл. 1.2).
Таблиця 1.2. Характеристика абразивних кругів і режими заточування різців
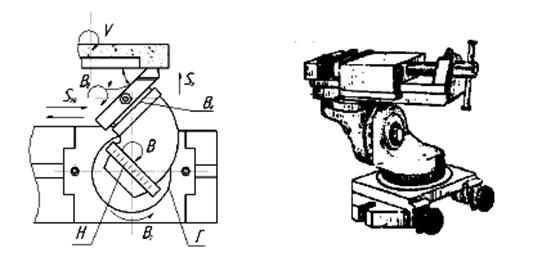
Заточування різців на універсально-заточувальному верстаті Основними моделями універсальних заточувальних верстатів є ЗА6ЧМ, ЗБ641, ЗВ641, ЗБ642, ЗВ642 і ЗВ643. Установка і закріплення різальних інструментів на універсально-заточувальних верстатах здійснюються в спеціальних пристроях. Відмінна риса цих верстатів полягає в тому, що стіл верстата може робити тільки два рухи: повздовжній і поперечний прямолінійний зворотно-поступальний рухи відносно шліфувального круга. Стіл верстата не має можливості повороту. Шпиндельна бабка може повертатися тільки навколо вертикальної осі. Тому для того, щоб заточити задані передній та задній кути, різець закріплюється в спеціальних двох- або трьохобертових лещатах, які встановлюють на стіл верстата. Схема трьохобертових лещат наведена на рис. 1.2. Лещата мають поворот у трьох взаємно перпендикулярних площинах. По шкалах Г, В и Н роблять відлік кутів повороту від 0 до 360°, ціна поділок шкал 1°. Це дозволяє розташувати поверхні різця, що заточуються, під будь-якими кутами до поверхні абразивного круга. Для збігу поверхні, що заточується, з робочою поверхнею абразивного круга необхідно повернути лещата на кути Різці на універсально-заточувальному верстаті можна заточувати шліфувальними кругами чашкової форми (циліндричної ЧЦ або конічної ЧК) або кругами прямого профілю (ПП). При заточуванні чашковими кругами шліфування відбувається торцем круга, а при заточуванні кругами прямого профілю - торцем або периферією круга. Шліфування торцем круга підвищує продуктивність процесу, а також знижує питому витрату абразивного матеріалу і шорсткість обробленої поверхні. Шліфування торцем круга є основним способом заточування різців, як на універсально-заточувальних, так і на спеціальних верстатах.
Рис. 1.2. Схема настроювання і загальний вигляд трьохобертових лещат
Таблиця 1.3. Формули для розрахунку кутів повтору трьох обертових лещат
При заточуванні на універсально-заточувальному верстаті різцю надають два рухи: зворотно-поступальне переміщення уздовж робочої поверхні круга (поздовжня подача — Snp безперервний рух) і переміщення на круг Sn (подача на глибину шліфування — t періодичний рух, виконується на подвійний хід стола). Обидва рухи здійснюються столом верстата. При заточуванні різець може перебувати постійно в контакті з робочою поверхнею круга або при кожному ході виходити з контакту з кругом. У першому випадку процес різання є безперервним, а в другому - переривчастим. Довжина ходу стола обмежується упорами.
Поиск по сайту: |

 , мм; (1.1)
, мм; (1.1) , мм, (1.2)
, мм, (1.2) і
і  — відповідно задній і передній кути, град.
— відповідно задній і передній кути, град. , шт., (1.3)
, шт., (1.3) , шт., (1.4)
, шт., (1.4)


 В,
В,