|
|
|
Архитектура Астрономия Аудит Биология Ботаника Бухгалтерский учёт Войное дело Генетика География Геология Дизайн Искусство История Кино Кулинария Культура Литература Математика Медицина Металлургия Мифология Музыка Психология Религия Спорт Строительство Техника Транспорт Туризм Усадьба Физика Фотография Химия Экология Электричество Электроника Энергетика |
Пилы круглые (дисковые) конические ⇐ ПредыдущаяСтр 4 из 4
Применяют для ребровой распиловки п.м. на тонкие дощечки в целях уменьшения отходов др-ны в опилки (ширина пропила почти в двое меньше, чем при пелении плоскими пилами)
20. Перечислите виды базирования детали на станке и дайте им характеристику.Способы базирования. При ориентировании обрабатываемая заготовка взаимодействует своими технологическими базами с установочными базами станка. Установочные базы станков по конструктивным признакам могут быть подвижными и неподвижными. Те и другие обеспечивают базирование подвижное, неподвижное и комбинированное. Подвижным(скользящим) называют базирование, при котором главная технологическая база заготовки скользит по установочной базе станка. При подвижном базировании обрабатываемая заготовка имеет одну степень свободы, находится с установочной базой в состоянии подвижного контакта. Технологические базы заготовки главная 1 и направляющая 4 (рис. 59, а) непрерывно скользят по установочным базам стола 2 и направляющей линейки 3. Точность обработки в данном случае не вели
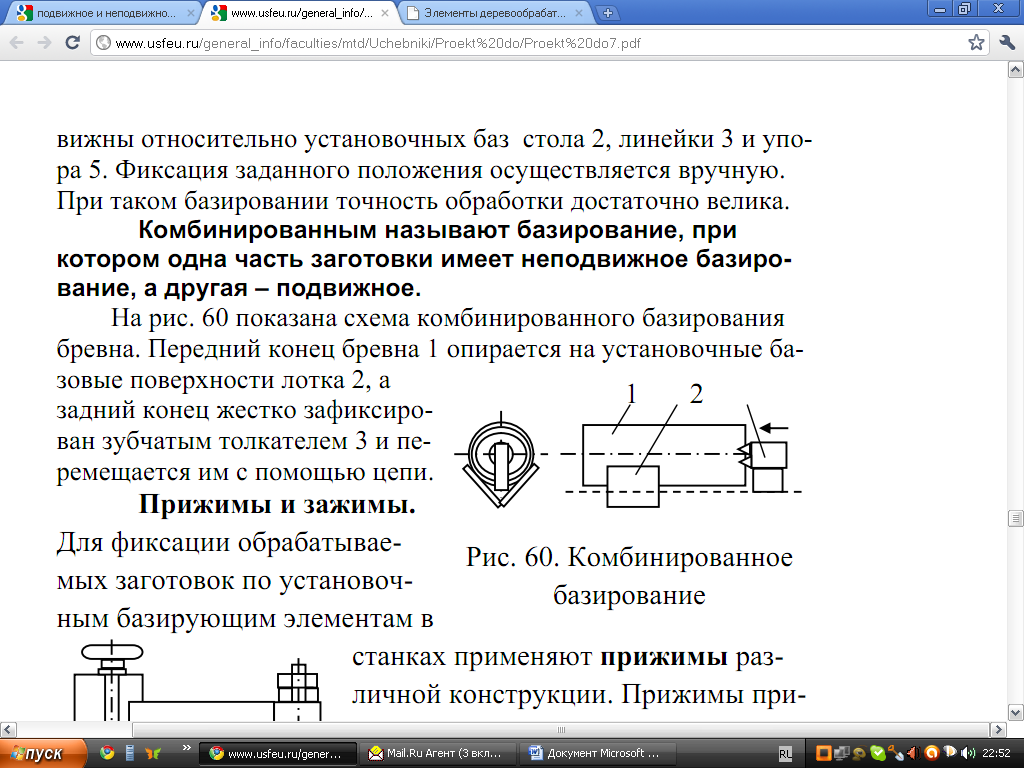
Неподвижным называют базирование, при котором главная технологическая база заготовки не перемещается относительно установочной базы станка. При неподвижном базировании заготовка в процессе обработки лишена всех степеней свободы, то есть неподвижна относительно базовых элементов станка (рис. 59, б). Технологические базы заготовки главная 1, направляющая 4 и упорная 6 неподвижны относительно установочных баз стола 2, линейки 3 и упора 5. Фиксация заданного положения осуществляется вручную. При таком базировании точность обработки достаточно велика. Комбинированным называют базирование, при котором одна часть заготовки имеет неподвижное базирование, а другая – подвижное. На рис. 60 показана схема комбинированного базирования бревна. Передний конец бревна 1 опирается на установочные базовые поверхности лотка 2, а задний конец жестко зафиксирован зубчатым толкателем 3 и перемещается им с помощью цепи
21.Преимущества и недостатки фасонных фрез по сравнению с острозаточенными.. Фасонные и профильные фрезы служат для создания профиля (на них присутствуют победитовые напайки) острозаточенные – для шипа(сборные, составные) .достоинства:1. Подвержены меньшему износу 2. Простота заточки .3.в работе у фасонной частота вращения больше 4. Можно получить любой профиль. Перечислите виды загрузочных устройств. Дать их краткое описание и схему работы 1. с накопителями(предстал с собой мех-мы с емкостью для размещения заготовок) . по способу размещения: 1.бункерные( неореентир. Рядами размещения заготовки) 2. Штабельные(ориентир. Размещение в виде штабеля) 3. Магазинные (ориентир размеение в ряд). 2.без накопителей (предназ только для загрузки или укладки заготовок) Загрузочные устр-ва м.б. встроены в станок, но м.б. независимыми и навесными между 2 станками.
Поиск по сайту: |