|
|
|
Архитектура Астрономия Аудит Биология Ботаника Бухгалтерский учёт Войное дело Генетика География Геология Дизайн Искусство История Кино Кулинария Культура Литература Математика Медицина Металлургия Мифология Музыка Психология Религия Спорт Строительство Техника Транспорт Туризм Усадьба Физика Фотография Химия Экология Электричество Электроника Энергетика |
Розрахунок режимів зварювання
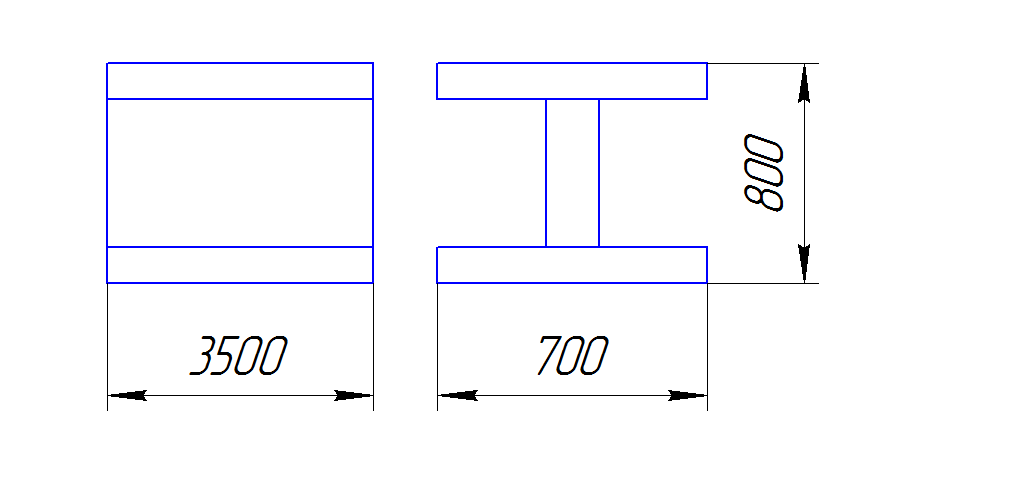
Теоретичні відомості Напівавтоматичне зварювання — це вид зварювання, де замість штучного електроду використовують спеціальний електродний плавкий дріт. Даний вид зварювання використовується для зварювання деталей з мало вуглецевих, низьколегованих та нержавіючих сталей в середовищі захисних газів аргону та вуглекислого газу. В комплект обладнання входить блок живлення, система керування, з'єднувальні шланги і кабелі. Зварювальний дріт при допомозі подавального пристрою подається автоматично в робочу зону. Швидкість подачі дроту регулюється спеціальним пристоєм. Для захисту рідкого металу та ванни в зону зварювання подають вуглекислий газ. Він дисоціює на CO та О. Для зв'язування кисню та усунення його із ванни необхідні розкислювачі. В якості розкислювачів найчастіше використовують кремній та марганець. Оксиди не розчиняються в рідкій сталі, а випливають на поверхню зварювальної ванни. Необхідна кількість кремнію і марганцю при зварюванні у вуглекислому газі забезпечується використанням зварювального дроту Св-08ГС та Св-08Г2С. Оскільки захист зварювальної ванни забезпечується газовим середовищем, а не розплавленим речовиною обмазки електрода, як при використанні штучного електрода, зварювальник може спостерігати і контролювати весь процес формування шва. Крім того, що напівавтоматична зварка забезпечує високу якість шва, значно полегшується підпал дуги, різко зростає зручність і швидкість (тобто ефективність) роботи - зварювальник позбавлений необхідності зміни електродів зачистки швів від шлаку. Разом з тим застосування газового захисту не дозволяє проводити зварювальні роботи на вітрі і протягах, тобто в умовах, де потік повітря може здути газовий захист. Ця обставина, а також "прив'язка" до газового балона дещо звужують сферу застосування напівавтоматичного зварювання в середовищі С02 в будівництві, проте в стаціонарних умовах цього виду зварювання скласти конкуренцію жоден інший вид зварювання не зможе. Розрахунок режимів зварювання Ескіз зварного з`єднання В основі вибору діаметра електрода покладені ті ж принципи, що і при ручному дуговому зварюванні
Розрахунок зварювального струму при зварюванні дротом суцільного перерізу виконується за формулою:
Iзв=314 А
При зварюванні у вуглекислому газі
Механізовані способи зварювання дозволяють використовувати значно більші густини струму в порівнянні з ручним зварюванням. Це пояснюється меншою довжиною вильоту електроду. Напругу дуги та витрати вуглекислого газу вибирають в залежності від сили зварювального струму згідно таблиці.
При зварювальному струмі 200-250А довжина дуги повинна бути в межах: 1,5 – 4,0мм. Виліт електродного дроту склада15є 8 – 15мм (збільшується із збільшенням сили струму). Швидкість подачі електродного дроту м/год, розраховується із формули:
Vдр=199 м/год
Значення
αр=15,56 Швидкість зварювання вираховуємо за формулою:
де Fв – площа поперечного перерізу одного валика. При зварюванні в СО2 приймаємо: Витрати електродного дроту Hдр=Fн/kвт=28,7 м kвт=1,02 Глибина проплавлення
H=0.7×7=4.9 мм Маса наплавленого металу визначається за формулою:
Час зварювання можна визначити за формулою:
Зварювальне обладнання Комплектація: - зварювальний напівавтомат; - джерело живлення; - зварювальний пальник; - механізм подачі дроту; - газова апаратура; - гнучкий шланг. Пальники Призначені для підведення до місця зварювання електродного дроту, зварювального струму,захисного газу, а іноді і охолоджуючої води. Існує два типи пальників: з природним та водяним охолодженням. Водяне охолодження застосовують для зварювання на великих токах (500 і більше А).Частіше за все використовують пальки типу ГДПГ. Гнучкий шланг Призначений для подачі електродного дроту, зварювального струму і охолоджуючої води до пальника. Зварювальний дріт Легований зварювальний дріт СВ08Г2С обміднений застосовується для електродугового зварювання низьколегованих і низько вуглецевих сталей в середовищі захисних газів. Своє застосування цей дріт знайшов в машинобудівництві, суднобудівництві, будівництві.
Поиск по сайту: |


 - густина електричного струму в електродному дроті А/мм2.
- густина електричного струму в електродному дроті А/мм2.
 - діаметр електродного дроту, мм.
- діаметр електродного дроту, мм.
 - коефіцієнт розплавлення дроту 2/А год;
- коефіцієнт розплавлення дроту 2/А год; - густина металу електродного дроту г/см3 (
- густина металу електродного дроту г/см3 (  )
)


 - коефіцієнт наплавлення, г/А год;
- коефіцієнт наплавлення, г/А год;

 - коефіцієнт втрат металу на розбризкування. При зварюванні в СО2
- коефіцієнт втрат металу на розбризкування. При зварюванні в СО2 

 =63,57
=63,57 =1,45 год
=1,45 год