|
|
|
Архитектура Астрономия Аудит Биология Ботаника Бухгалтерский учёт Войное дело Генетика География Геология Дизайн Искусство История Кино Кулинария Культура Литература Математика Медицина Металлургия Мифология Музыка Психология Религия Спорт Строительство Техника Транспорт Туризм Усадьба Физика Фотография Химия Экология Электричество Электроника Энергетика |
Электронно-лучевой нагрев ⇐ ПредыдущаяСтр 6 из 6
Электронно-лучевой нагрев выполняется пучком электронов испускаемым нагретым катодом в глубоком вакууме. Устройство формирующие электронный луч для технологического использования называется электронной пушкой. 1. Подогреваемый вспомогательный катод. 2. Основной катод. 3. Диафрагма анода. 4. Фокусирующие магнитные линзы (соленоиды). 5. Катушка управляющая электронным лучом. 6. Обрабатываемое изделие. 7. Отверстие для создания вакуума. 8. Корпус установки.
E – напряженность электрического поля. е – заряд электрона.
Напряжение питания от 15-20 кВт до 200 кВт. Большое напряжение для придания электрону больший запас кинетической энергии. Анод разгоняет большим напряжением вышедшие из катода электроны придавая им большой запас кинетической энергии. Катушки фокусируют магнитным полем пучок электронов. Управляющая катушка направляет поток электронов на необходимую область обработки детали. Вакуум в установке создаётся для того, чтобы ускоренные электроны не рассевали свою энергию. Мощность выделяемая на детали Особенности нагрева: Достоинства: 1. Высокая концентрация мощности. 2. Высокое качество сварки. Поскольку нагрев в вакууме. 3. Плавная регулировка мощности. 4. Малоразмерная зона воздействия на материал. Недостатки: 1. Необходимость создания вакуума. 2. Опасность обслуживания из-за возможности наличия рентгеновского излучения (для напряжения более 20 кВт). 3. Высокая стоимость и сложность эксплуатации. Основная область применения — сварка, в том числе и тугоплавких металлов.Лазерный нагрев.
Поскольку электроны вещества возвращаются в своё исходное состояние с энергией
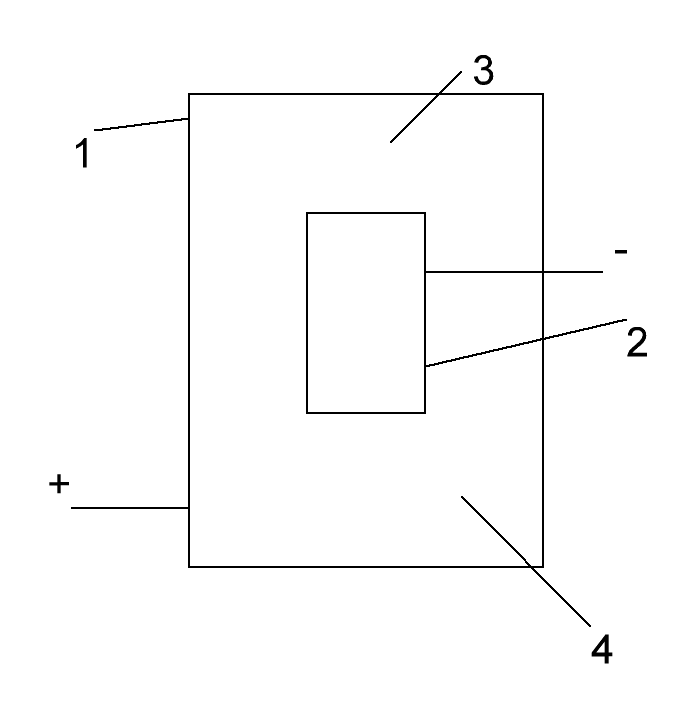
У лазеров есть уровень метастабильного состояния на котором накапливаются электроны при переходе с более высоких орбит. Для одновременного перехода всех электронов с метастабильного уровня в первоначальное (исходное), достаточно хотя-бы одному электрону сообщить энергию Схема лазера с рубиновым стержнем. 1. Катушка. 2. Лампа. 3. Отражающая поверхность. 4. Частично отражающая поверхность. В результате отражения излучения от поверхности 3 и 4 происходит увеличение числа электронов в метастабильном состояние (накачка лазера). Итог — когерентное излучение выходящее через пластину 4. Сфокусировав когерентное излучение получаем лазерный луч. Ионный нагрев. Применяется для металлических тел и осуществляется при помощи положительных ионов, низкотемпературной плазмой создаваемой в вакууме, при помощи разряда. Между стенками камеры и изделия возникает тлеющий разряд. Катод или изделия нагревается потоком положительный ионов. Области применения: 1. Для поверхностного упрочнения металлически изделий. 2. Для нанесения покрытий продлевающий срок службы изделий.
Поиск по сайту: |

 - сила действующая на электрон.
- сила действующая на электрон.



 — частота на которой происходит излучение электрона при возвращение на стационарную орбиту.
— частота на которой происходит излучение электрона при возвращение на стационарную орбиту. самопроизвольно (спонтанна) и выделяемая энергия фотонов не суммируется и усиления излучения не происходит.
самопроизвольно (спонтанна) и выделяемая энергия фотонов не суммируется и усиления излучения не происходит.
 .
.