|
|
|
Архитектура Астрономия Аудит Биология Ботаника Бухгалтерский учёт Войное дело Генетика География Геология Дизайн Искусство История Кино Кулинария Культура Литература Математика Медицина Металлургия Мифология Музыка Психология Религия Спорт Строительство Техника Транспорт Туризм Усадьба Физика Фотография Химия Экология Электричество Электроника Энергетика |
Выбор способа литья и формовкиСтр 1 из 6Следующая ⇒
ПОЯСНИТЕЛЬНАЯ ЗАПИСКА К КУРСОВОМУ ПРОЕКТУ ПО ДИСЦИПЛИНЕ “ТЕХНОЛОГИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА”
На тему: Разработка технологии отливки “ Станина ”
Выполнил: студент Метёлкин А.В. Группы: ЛЧ-105 Руководитель: Панфилов А.А.
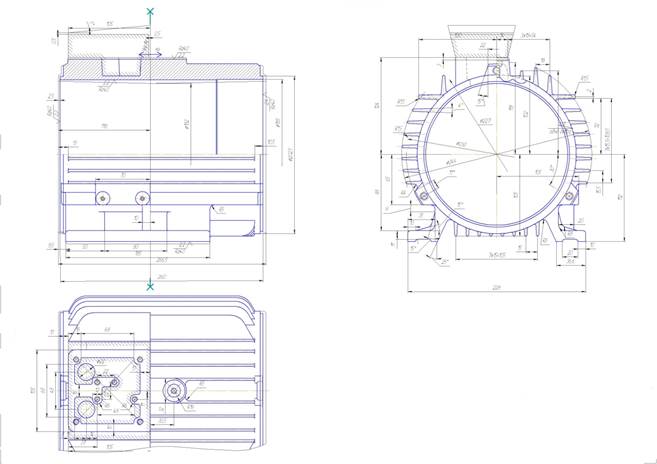
Общая часть Задание на курсовой проект: Разработать технологию изготовления отливки «Станина» в песчано-глинистой форме (ПГФ). Графическая часть включает в себя следующие чертежи: 1. отливка, с нанесенными элементами литниковой системы; 2. модельный комплект верха; 3. стержневой ящик; 4. форма в сборе. Общая характеристика литой детали Габаритные размеры 239 х 266мм, масса отливки 18 кг, средняя толщина стенок 10 мм, сплав- чугун марки СЧ15 ГОСТ 1412-85, твердость НВ 220, производство - мелкосерийное.
ПРОЕКТИРОВАНИЕ ЛИТЕЙНОЙ ФОРМЫ Выбор способа литья и формовки В отличие от остальных способов литья в разовые формы (по выплавляемым моделям, в оболочковые формы, в гипсовые формы и т.д.), способ литья в ПГФ, дает возможность, получать отливки практически любой конфигурации, массы и размеров и любой серийности. В данном проектировании отливки «станина» принимаем мелкосерийное производство.
Выбор способа формовки (ручной, машинный, автоматический) зависит от размеров отливки, ее конфигурации и характера производства. Ручная формовка применяется при изготовлении малоответственных, а также крупных и тяжелых отливок в индивидуальном и мелкосерийном производстве. Машинная формовка применяется в основном для мелких и средних отливок, а иногда и крупных в условиях серийного и массового производства. Формовка на автоматических линиях применяется только в условиях массового производства. При производстве партии отливок «станина», исходя из массы, размеров отливки и серийности используется машинная формовка. Применяем формовочную встряхивающе-прессовую машину с амортизацией ударов без поворота полуформы марки 22112. Её характеристики размеры опок в свету 500Х400 мм, высота опоки 250мм, грузоподъёмность 400 кг, производительность наибольшая цикловая 140 полуформ/ч, рабочие размеры стола 800Х560 мм, расстояние между столом и прессовой плитой 400-590 мм, частота встряхивания 550-650 1/мин, усилие прессования 65 кН, габаритные размеры 1380Х820Х1875, масса 2500 кг.
Поиск по сайту: |