|
|
|
Архитектура Астрономия Аудит Биология Ботаника Бухгалтерский учёт Войное дело Генетика География Геология Дизайн Искусство История Кино Кулинария Культура Литература Математика Медицина Металлургия Мифология Музыка Психология Религия Спорт Строительство Техника Транспорт Туризм Усадьба Физика Фотография Химия Экология Электричество Электроника Энергетика |
Виды резин для изготовления пресс – форм
Теоретическая часть Создание воспроизводимой металлической модели Разработчик модели для литья по выплавляемым моделям должен быть не только художником, учитывающим требования моды и рынка, но обязан знать физические процессы, которые имеют место при дальнейшем массовом производстве задуманного им изделия: - размерная усадка каучуковых матриц, воска и отливаемого изделия; - разница в толщинах различных частей изделия создает препятствия при кристаллизации металла (следствия - появление усадочных раковин, недоливов и т.д.); - точки изделия, к которым можно подводить литники для изготовления изделия без нарушения его рисунка. Эти точки должны удовлетворять требованиям нормальной заливки металла; - возможность финишной обработки. Если речь идет о высокохудожественных изделиях, то их финишная обработка может выполняться вручную. Если же изготавливаются обычные изделия массового спроса, их финишная обработка осуществляется механическими средствами с ручной минимальной доводкой. Следовательно, модель считается первым главным элементом технологического процесса, поскольку определяет отливку. Если модель не имеет дефектов и хорошо отполирована, не требуется сложная и дорогая механическая обработка получаемой отливки. Тем самым сокращается и отход драгоценного металла. После разработки модели наступает стадия подготовки матрицы, которая будет рассмотрена отдельно.
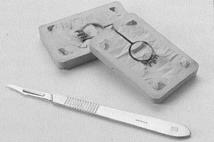
2.2.Изготовление матриц из синтетического каучука В последние годы применение эластомера (синтетического каучука) приносит определенные выгоды: отпадает необходимость в использовании изоляционных материалов, талька и жидкостей, обеспечивается значительная эластичность и плотность, длительная память, длительный срок службы при высокой надежности повторяемости результатов. Все это улучшает использование воска. Не следует забывать и об экономии времени за счет устранения операций по нанесению талька или других изоляционных материалов, а также об устранении риска прилипания частиц этих материалов в самых узких местах (насечка для бриллиантов и т.д.), что затрудняет изготовление восковой модели. Поскольку после вулканизации форму эластомера изменить невозможно, необходимо сначала предусмотреть формирование всех механических деталей или обработку модели с помощью скальпеля. На рис. 1 представлен пример соединения конуса с инжектором воска, который вводится в каучук перед вулканизацией.
1. Металлический конус 2. Модель 3. Стремянка вулканизации каучука 4. Силиконовый каучук 5. Крышка стремянки А. Отверстие в стремянке В. Опорный шрифт конуса
Рис. 1 Вид и составные части собранной обоймы готовой для вулканизации. Если эластомер используется для матриц, в которых применяются обычные сорта воска, с помощью скальпеля выполняются каналы для выпуска воздуха. При применении вакуумных инжекторов воска выпускные каналы не нужны. На приведенных ниже фотографиях показана простота обработки и одновременно практичность использования опорных штырей во избежание, каких бы то ни было сомнений относительно позиционирования двух частей матрицы и в целях недопущения дефектов, которые могут обнаруживаться в воске из-за неправильного закрытия матрицы.
Рис. 2 Укладка эластомера. Первый слой
Рис. 3 Крепление модели в стремянке.
Далее следует закрытие матрицы металлическими пластинами и последующий нагрев в вулканизаторе. Усадка обычно составляет от 1,5 до 3%. Однако есть резины и без усадки. Рис. 5 Вид вулканизатора марки KERR P30.
Рис. 6 Резка матрицы.
Рис. 7 Извлечение металлической мастер-модели из матрицы
Рис.8 Для наилучшего позиционирования матрицы используют опорные штыри. После этого матрицу можно использовать для изготовления тысяч изделий, не сомневаясь в точности её закрытия (рис.8).
Виды резин для изготовления пресс – форм Резины для изготовления пресс – форм должны отвечать специфическим требованиям. Прежде всего, такие резины не должны вызывать коррозию мастер – модели (эталона), а сами пресс – формы изготовленные из таких резин, должны обладать низкой адгезией к модельному составу и иметь высокие физико-механические свойства (эластичность, прилипаемость к воску, модели, пригодность к длительному хранению). Усилие резки, периодичность обработки пресс-форм перед впрыскиванием воска, характерный запах – также являются важными характеристиками резин. В зависимости от назначения резиновые смеси могут содержать от пяти до двадцати компонентов. Резины для изготовления пресс-форм состоят из наполнителя, пластификатора, вулканизующего агента. Вулканизующие агенты могут быть: хлорпроизводные алифатических углеводов, смолы, П – хинондиоксим, П-динитрозобензол, диазоаминобензол, П-хлоранилин, полинитро – соединения, перекиси, ароматические сульфохлориды. Кроме того, известен ряд каучуков, которые могут вулканизироваться окислами металлов: найрит и карбоксилатные каучуки. Формовочные резины могут быть в виде достаточно упругих листов или блоков, в пастообразном виде (похожем по консистенции на модельную глину), в жидком виде (с различной степенью вязкости). По химическому составу бывают каучуковые и силиконовые. Кроме того, они подразделяются на усадочные и безусадочные и отличаются, друг от друга по цвету.
а б в Рис .15 .Формовочные резины: a – в виде блоков, б – в виде листов, в – пресс – форма.
Поиск по сайту: |



 Рис. 4 Заполнение стремянки эластомером над моделью. Второй слой.
Рис. 4 Заполнение стремянки эластомером над моделью. Второй слой.