|
|
|
Архитектура Астрономия Аудит Биология Ботаника Бухгалтерский учёт Войное дело Генетика География Геология Дизайн Искусство История Кино Кулинария Культура Литература Математика Медицина Металлургия Мифология Музыка Психология Религия Спорт Строительство Техника Транспорт Туризм Усадьба Физика Фотография Химия Экология Электричество Электроника Энергетика |
Производство резин прессовым методом в виде пластин
Рецепт
Линия бункеров, линия дозаторов
Смешение одностадийным методом (РС -250-20 и Рс 250-30)
Рис. 4.7.
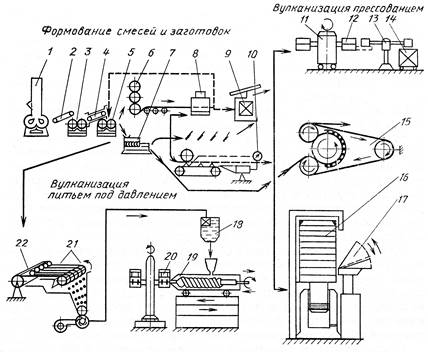
Рис. IV.7. Схема формования резиновых смесей и вулканизации резин прессованием в виде пластин 1 — резиносмеситель; 2 — ленточный конвейер для подачи кусков резиновой смеси; 3 — листовальные вальцы; 4 — ленточный закрытый конвейер для охлаждения резиновой смеси перед рафинированием; 5 — вальцы для рафинирования, разогрева, питания резиновой смесью каландрового оборудования; 6 — каландр; 7 (8) — пресс-автомат для вырубки заготовок; 8(9) — люлька подвесного конвейера для подачи заготовок на вулканизацию; 9 (16) — вулканизационный этажный пресс,; 10 (17) — выдвижная пресс-форма кассетного типа.
Повторить устройство и работу пресса. Пресс-рама пресс-форма. Гнезда. Задание организовать подготовительное производство, вписав в него схему Рис. 4.3.
Рис. IV.3. Схема автоматического дозирования материалов в резиносмеситель: 1 — четырехсекционный бункер для промежуточного хранения шихты; 2 — реактор для хранения композиции мягчителей; 3 —автоматический дозатор; 4 — пульт программного управления по перфокарте; 5—8 — автоматические весы соответственно для наполнителей серы, шихты и гранулированного каучука; 9 — вращающийся барабан для хранения гранулированного каучука
Видоизменить схему с использованием рис. 4.12 и 4.13
Рис. 4.12.
Рис. 4.13.
Рис. IV.12. Схема агрегированного с каландром устройства для резки резиновой ленты на пластины: 1 — резиновая лента; 2 — трехвалковый листовальный каландр; 3 — ленточный конвейер; 4 — ножи; 5 — приемный конвейер; 6 — пластины; 7 — резиновый прижимной валик Рис. IV .13. Схема машины для безотходной резки резиновой смеси на заготовки для подошв: 1 — вырубной вал; 2 — лента резиновой смеси; 3 — регулировочное устройство; 4 — прижимной вал; 5 — заготовки
Производства формованных резин в виде подошв прессовым методом (с использованием карусельного пресса) Рецепт
Линия бункеров и дозаторов
Двухстадийное смешение (повторить для к/р)
Рис. 4.7.
Рис. IV.7. Схема формования резиновых смесей и вулканизации формованных резин 1 — резиносмеситель; 2 — ленточный конвейер для подачи кусков резиновой смеси; 3 — листовальные вальцы; 4 — ленточный закрытый конвейер для охлаждения резиновой смеси перед рафинированием; 5 — вальцы для рафинирования, разогрева, питания резиновой смесью каландрового оборудования; 6 (7) —предформователь червячно-плунжерного типа для получения заготовок; 7(9) — люлька подвесного конвейера для подачи заготовок на вулканизацию; 8(11) — карусельный пресс для вулканизации формованных деталей; 9(12) — прессоточка с выдвижной пресс-формой; 13 — манипулятор для снятия вулканизованных деталей; 14 — контейнер для сбора и транспортирования деталей. Задание . Преобразовать подготовительное производство , вписав в него рис. 4.4.
. Рис. 4.4.
Рис.IV.4. Схема полуавтоматического комбинированного дозирования компонентов в резиносмеситель: 1 — резиносмеситель; 2 — электромагнитный клапан для продувки линии сжатым воздухом; 3 — автоматические весы для мягчителей; 4 — напорный бачок для мягчителей; 5 — бункер для наполнителя; 6 — бункер для резиновой муки; 7 и 9 — автоматические весы для наполнителя резиновой муки и ускорителей вулканизации; 8 — бункера для мелких навесок; 10 — подвесная люлька цепного конвейера для подачи каучуков и паст; 11 — ленточный конвейер
Изменить схему, поставив вместо червячно-плунжерного агрегата пресс-автомат рис. 4.11 Рис. 4.11. Схема пресс-автомата для вырубания заготовок подошв, каблуков и набоек: 1 — вальцы; 2 — лента резиновой смеси; 3 — направляющие; 4 — вырубной механизм 5 — приводные валики; 6 — лента резиновой смеси, возвращаемая после перфорации на вальцы
Поиск по сайту: |