|
|
|
Архитектура Астрономия Аудит Биология Ботаника Бухгалтерский учёт Войное дело Генетика География Геология Дизайн Искусство История Кино Кулинария Культура Литература Математика Медицина Металлургия Мифология Музыка Психология Религия Спорт Строительство Техника Транспорт Туризм Усадьба Физика Фотография Химия Экология Электричество Электроника Энергетика |
Розрахунок режимів електрошлакового зварювання
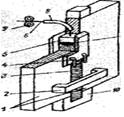
Мета роботи: розглянути основні особливості технології ЕШЗ та розрахувати режими ЕШЗ до відповідно до заданого завдання. Теоретичні відомості Електрошлакове зварювання (ЕШЗ) – це один з видів зварювання, який використовується, коли необхідно провести з’єднання деталей великих товщин. Даний вид зварювання був розроблений і впроваджений Є.О. Патоном і провідними спеціалістами ІЕЗ. До особливостей ЕШЗ слід віднести відсутність дугового розряду, що забезпечує спокійне протікання процесу без розбризкування металу і шлаку і можливість проводити зварювання як одним, так і кількома розміщеними гребінкою електродами. При ЕШЗ електродом може служити не тільки тонкий дріт, а й електроди великого перерізу у вигляді пластин стержнів та ін.. Пластинчасті електроди застосовують переважно при значних товщинах зварювальних деталей і порівняно невеликій висоті швів рідкого металу і перегрітого шлаку. Розглянемо особливості протікання процесів при ЕШЗ (рис. 1). При ЕШЗ основна частина теплоти, яка необхідна для нагріву і плавлення основного і електродного металу поступає за рахунок проходження електричного струму через розплавлений флюс-шлак. Зварювання даним способом здійснюється переважно при вертикальному розміщенні зварювальних деталей і з примусовим формування шва. Зварювальні деталі 1, які необхідно зварити збираються на скобах 2 з зазором 20-30 мм. Для попередження витікання рідкого металу і шлаку і забезпечити нормальне формування шва 3 по обидві сторони зазору стика притискаються охолоджувані водою мідні повзуни або пластини. Шлакова ванна 5 утворюється за рахунок розплавленого флюсу, який займає простір між з’єднувальними деталями і формуючими приспосібленнями. Утворення шлакової ванни зазвичай здійснюється дуговим процесом. Збуджувана в початковий період зварювання дуга між електродним дротом і дном «кишені» 10 дуга після розплавлення деякої кількості флюсу шунтується розплавленим електропровідним шлаком і гасне.
Рисунок 3.1 – Електрошлакове зварювання дротовим електродом Дуговий процес замінюється шлаковим. Електродний дріт 6 подається в плавильний простір роликами 7 механізму подачі з заданою швидкістю. До електроду струм підводиться за допомогою мундштука 8. Електричний струм який проходить між електродним дротом і основним металом через шлакову ванну нагріває розплав і підтримує в ньому температуру вище температури плавлення основного металу і електроду. За рахунок цього шлак розплавляє електродний дріт і кромки зварюваних деталей. Розплавлений метал стікає на дно ванни, утворюючи металічну(зварювальну) ванну 9. Внаслідок відведення теплоти в основний метал і мідні повзуни метал ванни охолоджується і в нижній частині кристалізується в зварний шов, який з’єднює кромки зварювальних деталей. Розрахунок режимів електрошлакового зварювання Таблиця 1- Розрахункові дані
Ескіз зварного з’єднання
При електрошлаковому зварюванні електродом може служити не тільки дріт, але й електроди у вигляді пластин, стрижнів. Пластинчасті електроди застосовуються головним чином при великій товщині деталей, що зварюються, і невеликій висоті швів рідкого металу й перегрітого шлаків. Електрошлакове зварювання може бути здійснено одним дротовим електродом діаметром 2 або 3 мм без поперекових коливань і з постійною швидкістю подачі дроту в жужільну ванну при зварюванні металу товщиною до 50 мм. При зварюванні більших товщин застосовують двох-, трьох- і багатоелектродне зварювання дротовими електродами без поперекових або з поперековими коливаннями. Електрошлаковим зварюванням можна виконати будь-який тип з'єднань, регламентованих ДСТ 15164-79. Електрошлакове зварювання можна виконати дротовими й пластинчастими електродами залежно від товщини деталей, що зварюються. Так як зварювання пластинчастими електродами застосовується дуже рідко, то в даній методичній розробці приведен тільки розрахунок режиму електрошлакового зварювання дротовими електродами. Розрахунок режиму електрошлакового зварювання дротовими електродами. Діаметр електродного дроту визначається залежно від товщини металу, що зварюється, S або товщини шва К для деяких кутових з'єднань. Розрахунковий діаметр округляється до стандартного значення 2; 2,5; 3. Найбільш раціональне застосування дроту діаметрами 2 і 3 мм, тому що збільшення діаметра дроту приводить до росту ширини провару й зменшенню глибини жужільної ванни. Відстань між електродами lе при зварюванні без поперекових коливань приймають рівним 30-50 мм, при зварюванні з поперековими коливаннями – 50-180 мм. Вибрати конкретну величину. Кількість електродних дротів nелз поперековими коливаннями розраховується з рівняння nел= lе - 8 S (42) Якщо зварювання без поперекових коливань nел= lе S (43) nел=3 Отримане розрахункове значення кількості електродів округляється до цілого числа. Таблиця 2-Число дротових електродів
Силу зварювального струму (Iзв) на один зварювальний дріт обирають залежно від відношення товщини металу, що зварюється, до числа електродних дротів за формулою Iзв= A+B∙ nел S , А Iзв=1785 А де S – товщина металу, мм; nел – число дротових електродів; A – коефіцієнт, рівний 220-280; B – коефіцієнт, рівний 3,2-4,0 Iзв п = Iзв · nел, А (45) Напруга зварювальної ванни визначається за формулою
де 12, 125, 0,075 –коефіцієнти; S – товщина металу, що зварюється, мм; nел – кількість дротових електродів. Швидкість подачі дротових електродів (Vп.е.) визначають за формулою
де Iзв – сила сварочного тока, А. Швидкість зварювання (Vсв) визначають по формулі
де nел – кількість дротових електродів; αн – коефіцієнт наплавлення, г/А год (αн = 25 ÷ 35 г/А год); Iзв – сила зварювального струму, А; ρ – щільність наплавленого металу, г/см (7,8 см3 – для сталі); b – величина зазору в стику, мм. Обирається в залежності від товщини металу, згідно таблиці. S – товщина металу, що зварюється, мм; Ку – коефіцієнт збільшення, що враховує опуклість шва; (Ку = 1,05 – 1,10) Таблиця 3-Визначення зазору в стику відносно товщини металу
Час витримки в повзуну (tв) визначають за формулою tв = 0,0375×S/nел + 0,75, сек tв=103 сек. Сухий виліт електрода – відстань від нижньої крапки мундштука до поверхні жужільної ванни (lс), перебуває в межах 60-70 мм. Вибрати конкретну величину. Недохід електрода до повзунів приймають рівним 5-7 мм. Визначимо витрати флюсу: Hф=Hдр×Kф Kф=1.1 Hф= Обладнання для зварювання даної конструкції слугуватиме зварювальний апарат А-1304 з плавким монштуком які застосовують для зварювання товстішого металу.Даний автомат застосовується для електрошлакового зварювання плавким мундштуком виробів із сталі, алюмінію. Він складається з механізму подачі трьох-чотирьох електродних дротів і стояка, на якому кріпляться головка та пристрій для підвіски плавкого мундштука й підведення до нього зварювального струму. Стояк установлено на системі супортів, які забезпечують правильне розміщення плавкого мундштука в зазорі між зварювальними кромками. Головка апарату А-1304 складається з двох частин - нижньої і верхньої. На нижній частині є струбцина для кріплення її до виробу або до металоконструкції, токоподвод до плавиться мундштуком, коректори для точної установки мундштука щодо зазору між кромками. На верхній частині головки є роликовий механізм подачі з електродвигуном і редуктором. Обидві половини з'єднані між собою стійкою і фіксатором. Така конструкція зварювальної головки полегшує її установку на виріб.
Поиск по сайту: |



 , (м/год)
, (м/год)

