|
|
|
Архитектура Астрономия Аудит Биология Ботаника Бухгалтерский учёт Войное дело Генетика География Геология Дизайн Искусство История Кино Кулинария Культура Литература Математика Медицина Металлургия Мифология Музыка Психология Религия Спорт Строительство Техника Транспорт Туризм Усадьба Физика Фотография Химия Экология Электричество Электроника Энергетика |
Наложение фторопластовой изоляции
Полимеризацию фтористых соединений производят при высоком давлении в водной среде в присутствии перекислых инициаторов (персульфат аммония). Реакция ведется в автоклавах из нержавеющей стали. Реакция сопровождается выделением большого количества тепла. Получаемый полимер в виде белого тонкодисперсного порошка тщательно промывают и просушивают. Фторопласты являются кристаллическими полимерами, в которых кристаллическая фаза составляет 70—90%. Химическая инертность и высокая теплостойкость фторопластов объясняется наличием фтороуглеродной связи, являющейся одной из наиболее прочных химических связей. Фторопласты обладают значительно большей химической стойкостью и теплостойкостью, чем резины, полиэтилен, полихлорвинил и даже кремнийорганические соединения. Механические характеристики фторопластов достаточно высоки и зависят от степени опрессования порошка и последующей температурной обработки. После опрессования при высоких давлениях, достигающих 400 кГ/см2, и тепловой обработки при 360—400° С, порошок фторопласта превращается в белую или серую эластичную пластмассу. Фторопласт - 4 – для ленточной изоляции, Фт. – 2 – для парошкового наложения. Способы наложения: 1. Обмотка лентами (продольное наложение), с последующей запечкой: Наложение происходит на центровых обмотчиках, с перекрытием, ленты накладываются по парно, ориентированные и неориентированные. Запечка в печах при Т = 360-370 С, Ограничителем производительности является запечка V <= 5 – 8 м/мин 2. наложение из брикетов. Сначала готовят брикет: Просев порошка (для разрыхления) → Смешение с замасливателем → Выдержка пасты → Изготовление брикетов → Наложение изоляции → Удаление замасливателя
Изготавливается брикетами в виде колец.
D – зависит от диаметра цилиндрического пресса. Брикеты делают в прессе с давлением Р=3.5Мпа Затем их хранят в закрытой таре. Гидравлический пресс: 1. Корпус пресса, 2- Рабочий цилиндр, 3 - Шток создающий давление 4- Дорнодержатель с дорном, 5 – Таблетка, 6- Матрица (матрица с положительным допуском) 7- электронагреватель
2- гидравлический пресс 3- печь для удаления замасливателя 4- печь для запечки 5- колесное тяговое 6- приемное Подогревают только матрицу до 90°С, чтобы получить гладкую поверхность. · После наложения изоляции жила поступает в печь для удаления замасливателя. Температура 150¸200°С. Длина печи 2¸3м, после печи замасливателя должно остаться не более 0.9%. · Печь для запечки изоляции с температурой выше температуры фазового перехода фторопласта 350¸370°С. От длины печи зависит линейная скорость, при длине 6 м скорость 5¸20 м/мин, в зависимости от толщины. Медная проволока жил должна быть защищена от окисления, серебро, никель, хром, сталь нержавеющая. Мах толщина изоляции 1 мм, в противном случае возникает вероятность образования пустот в изоляции. · Фторопласт при приложении давления деформируется. 2 – Экструзионный способ Сложности технологического процесса: вязкотекучие состояние фторопласта при температуре близкой к Ткристал и Тдеструкции. Основной задачей – перевод из твердого состояние в термопластичное и создание давления. · Жилы должны быть обязательно подогреты до Т = 190 – 200 °С. Жилы можно нагреть индуктивным способом, а если накладывать оболочку – инфракрасным облучением. · Для переработки фторопластов нельзя использовать экструдеры выполненные из стали,т.к. железо является катализатором разложения фторопласта. Все покрываю никелем (червяк, цилиндр). · Есть проточная вытяжка, так как при наложении выделяются вредные химические вещества. · Шнек с диаметром 25¸40, длина 20D. Три зоны обогрева. Температурный режим такой же, но предъявляются строгие требования к колебаниям температуры 1¸2 °С. ПТР = 2г/10мин – показатель текучести расплава. Инструменты должны иметь плавные переходы. Матрица двух конусная с плавными переходом (из-за большой вязкости) . Угол рабочего конуса 25¸30°, у дорна на 5¸10° меньше. Длина рабочего конуса больше чем у ПВХ и ПЭ. Накладывают с без обжатием. · При наложении изоляции меньше 1,3 мм возможно изломы изоляции из-за резких перепадов давления → ограничения на толщину изоляции. · Охлаждение на воздухе
В ВОДЕ НЕ ОХЛАЖДАЕТСЯ
МИНУС ФП – хладотекучесть при – 5 – 10 0С уже течет. Способы устранения хладотекучести: Облучение частицами высокой энергии или g лучами, изоляцию делают комбинированную, т.е. чередование слоев (ленты фторопласта, стекловолокно пропитанное суспензией с последующей запечкой.), комбинированное наложение (на тпж накладывают резины на основе фтор каучуков.). ПЛЮС-ТИ=400
Поиск по сайту: |
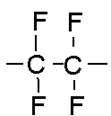 Фторопластами называются высокомолекулярные соединения на основе этилена, в которых атомы водорода замещены фтором и частично хлором.
Фторопластами называются высокомолекулярные соединения на основе этилена, в которых атомы водорода замещены фтором и частично хлором. → Запечка. Содержание фторопласта в пасте 25-30%
→ Запечка. Содержание фторопласта в пасте 25-30% L=10*D
L=10*D 1- отдающее устройство
1- отдающее устройство Эти агрегаты устанавливаются в отдельных помещениях, Кратность обмена воздуха не меньше 6.
Эти агрегаты устанавливаются в отдельных помещениях, Кратность обмена воздуха не меньше 6.