|
|
|
Архитектура Астрономия Аудит Биология Ботаника Бухгалтерский учёт Войное дело Генетика География Геология Дизайн Искусство История Кино Кулинария Культура Литература Математика Медицина Металлургия Мифология Музыка Психология Религия Спорт Строительство Техника Транспорт Туризм Усадьба Физика Фотография Химия Экология Электричество Электроника Энергетика |
Заготівельні операції для РДЗ
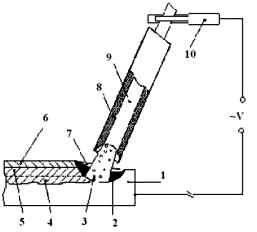
Теоретичні відомості Ручне дугове зварюваннявиконується електродом що плавиться або не плавиться (вугільним, графітовим, вольфрамовим) електродом. При зварюванні електродом, що плавиться (рис.1) дуга горить між ним і виробом. Формування металу шва здійснюється за рахунок матеріалу електрода й розплавленого основного металу в зоні дії дуги. При зварюванні електродом, що не плавиться, для формування металу шва в зону дуги ззовні подається присадковий матеріал.
Рис.1. Схема ручного дугового зварювання (наплавлення) штучним електродом: 1- основний метал; 2 - зварювальна ванна; 3 - електрична дуга; 4 - проплавлений метал; 5 - наплавлений метал; 6 -шлак; 7 - рідкі шлаки; 8 - електродне покриття; 9 - металевий стрижень електрода; 10 – електродотримач. Найбільше застосування знайшло зварювання електродом, що плавиться, тому що його можна застосовувати у всіх просторових положеннях, зварюючи чорні, кольорові метали й різні сплави. При цьому використовуються електроди різного діаметра. Однак основний обсяг робіт виконується електродами діаметром 3- 6 мм. Електроди класифікуються по матеріалі, з якого вони виготовлені, по призначенню, по виду покриття, по властивостях металу шва, по припустимих просторових положеннях зварювання або наплавлення, по роду й полярності струму. По призначенню електроди підрозділяються на наступні групи: - для зварювання вуглецевих і низьколегованих конструкційних сталей - У; - для зварювання товстостінних легованих сталей - Т; - для зварювання високолегованих сталей з особливими властивостями - В; - для наплавлення шарів з особливими властивостями - Н. По товщині покриття існують наступні групи електродів: - з тонким покриттям - М;- із середнім покриттям - С; с товстим покриттям - Д; - з особливо товстим покриттям - Г. Покриття можуть бути кислі - А, основні - В, целюлозні - Ц, рутилові - Р и інші - П. Кисле покриття складається в основному з оксидів металу, алюмосилікатів і розкислювачів. Газовий захист здійснюється за рахунок згоряння органічних складових покриття. Зварювання електродами з кислим покриттям можна робити за допомогою постійного і змінного струму. У процесі зварювання зварювальна ванна бурхливо кипить внаслідок активного розкислення металу вуглецем, що сприяє гарній дегазації металу шва. Тому навіть при зварюванні по окалині або іржі виходять порівняно щільні шви, що уступають по характеристиках пластичності й ударної в'язкості металу шва електродам з іншими видами покриттів. При використанні електродів з кислим покриттям існує схильність до утворення кристалізаційних тріщин, велике розбризкування металу, значне виділення в процесі зварювання шкідливих марганцевих виділень. До електродів з кислим покриттям відносяться електроди наступних марок: ОМА-2, ЦМ-7,ОММ-5 і ін. Основне покриття складається переважно з мармуру, плавикового шпату, розкислювачів і легуючих елементів (феромарганець, ферросиліцій, феррованадій і ін.). Газовий захист розплавленого металу забезпечується вуглекислим газом і окисом вуглецю, які утворяться в результаті дисоціації карбонатів. Електроди з основним покриттям (УОНИ13/45, СМ-11, УОНИ13/55ДО, ВН-48, ОЗС- 33, ОЗС-25, ОЗС-18, УОНИ13/55В, УОНИ13/65, ВСОР-65У и ряд інших) забезпечують одержання наплавленого металу з малим змістом газів і шкідливих домішок, з високими пластичними характеристиками й ударною в'язкістю при нормальній і негативній температурах, з гарною стійкістю проти утворення кристалізаційних тріщин і старіння. Тому такі електроди призначаються для зварювання конструкцій з вуглецевих і конструкційних сталей, жорстких конструкцій з литих вуглецевих і низьколегованих високоміцних сталей. Недоліком цього виду покриттів є підвищена чутливість до пороутворення при зволоженні покриття, збільшенні довжини дуги, при наявності окалини, іржі або масла на кромках виробів, що зварюються. Зварювання електродами з основним покриттям ведуться, як правило, на постійному струмі зворотної полярності. Щоб використовувати такі електроди для зварювання на змінному струмі, у покриття вводяться компоненти, що містять легкоіонізуючі елементи: калієве рідке скло, кальциновану соду, поташ і ін. Рутиловое покриття містить в основному рутиловий концентрат, різні алюмосилікати й феромарганець. Розкислення й легування металу шва досягається наявністю феромарганцю, а газовий захист - целюлозою. Марки електродів з рутиловим покриттям: ОЗС-12, МР-3,ОЗС-6, ОЗС-4, АНО-4, ОЗС-32, ОЗС-21 і ін. Електроди з рутиловим покриттям мають високі зварювально-технологічні властивості, забезпечують гарне формування шва, мають невелике розбризкування, легку віддільність шлакової кірки, малу схильність металу до утворення пор. Зварювання можна вести як на постійному, так і змінному струмі. Незважаючи на широке поширення ручного дугового зварювання при виробництві зварювальних робіт, вона має ряд недоліків: порівняно низька якість наплавленого металу через слабкий захист зварювальної ванни від впливу навколишнього середовища; велике коливання зварювального струму; значну ймовірність виникнення непроварів, підрізів і інших дефектів сполуки; більші втрати (до 30%) присадкового матеріалу на вигорання, розбризкування; малу продуктивність через неможливість використання високої щільності струму й перерв при зміні електродів; складність технологічного процесу, що вимагає тривалого часу підготовки зварників і ін. Все це варто враховувати при виборі способу зварювання й наплавлення. Заготівельні операції для РДЗ Підготовка металу до зварювання складається з правки, очистки, розмітки і збирання підготовлених деталей для зварювання. Правкою ліквідують деформацію прокатаної сталі, з якої головним чином і виготовляють зварні конструкції. Очищення кромок від іржі, забруднень проводять металевою щіткою, роблять це, а також сушку вологих місць, досить ретельно, щоб запобігти утворенню в зварних швах пор, раковин, різних включень та інших дефектів. Різку при підготовці деталей застосовують головним чином термічну (вогневу). Механічне різання доцільно виконувати при заготовці однотипних деталей, підготовці кромок. Зібрані вузли і деталі з'єднують прихватками, які являють собою короткі шви з поперечним перерізом 1/3 поперечного перерізу повного шва. Довжина прихватки 20 ... 100 ммзалежно від товщини листів і довжини шва.Для розроблення технологічного процесу ручного дугового зварювання при виготовлення зварного з`єднання заданої конструкції необхідні дані із «Довідника зварника»,які наведені в табл.(1.1),табл.(1.2) і табл.(5.1). Для зварювання сталей 08Г2Сзастосовують електроди Э42. Таблиця 1.2 - Залежність діаметра електроду від довжини катета шва
Таблиця 1.1 - Залежність діаметра електроду від товщини зварюваного виробу
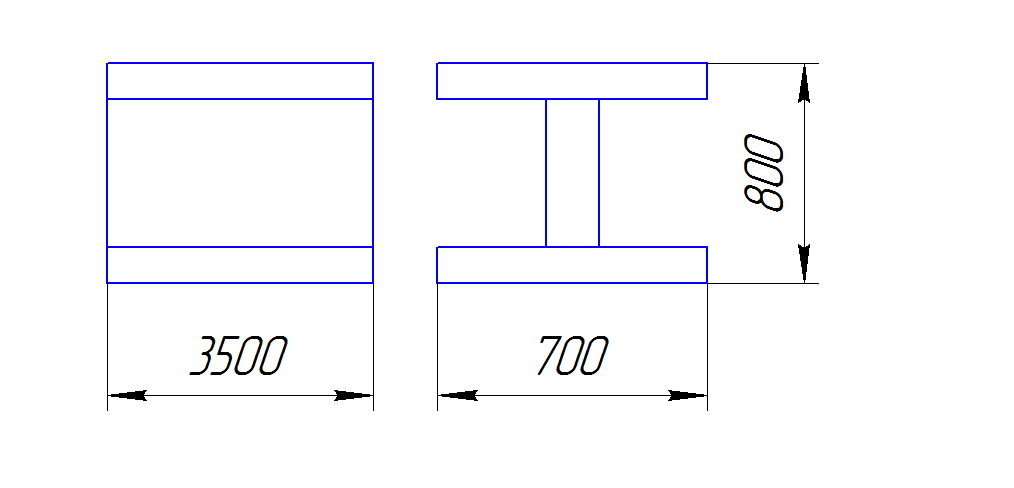
Для товщини 6мм. діаметр електроду 4 мм,катет шва 4мм. 2.Ескіз зварного з`єднання
Рисунок 2.1- Ескіз зварного з`єднання Для даного зварного з`єднання обираємо двохсторонній характер шва. Таблиця 2.1- Розрахункові дані
Поиск по сайту: |