|
|
|
Архитектура Астрономия Аудит Биология Ботаника Бухгалтерский учёт Войное дело Генетика География Геология Дизайн Искусство История Кино Кулинария Культура Литература Математика Медицина Металлургия Мифология Музыка Психология Религия Спорт Строительство Техника Транспорт Туризм Усадьба Физика Фотография Химия Экология Электричество Электроника Энергетика |
Анализ компоновочной схемы роботизированного технологического комплекса (РТК) механической обработки
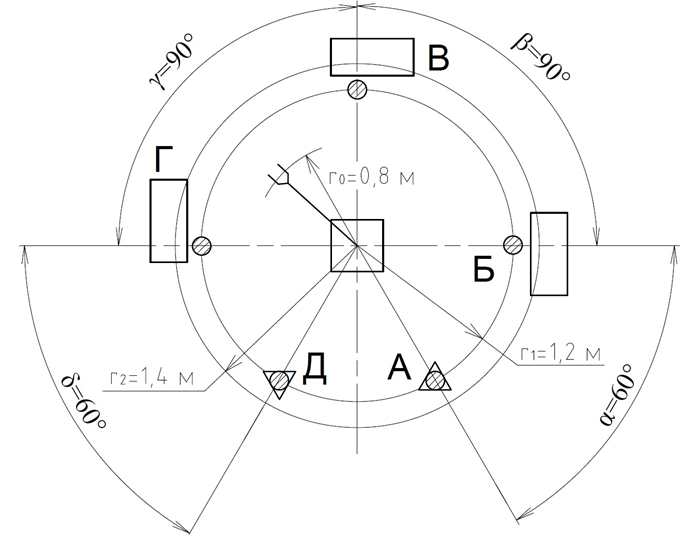
Роботизированный технологический комплекс (РТК) — это совокупность единиц технологического оборудования, промышленного робота и средств оснащения, автономно функционирующая и осуществляющая многократные циклы. Главная идея роботизированного технологического комплекса заключается в том, что промышленный робот должен использоваться в сочетании с определенным технологическим оборудованием, как, например, пресс, металлорежущий станок, сварочная установка, установка для нанесения покрытий и т.д., и предназначен для выполнения одной или нескольких конкретных технологических операций. Применение промышленных роботов можно подразделить на выполнение роботами непосредственно основных технологических операций, и выполнение вспомогательных операций по обслуживанию основного технологического оборудования Роботизированные технологические комплексы, предназначенные для работы в ГПС, должны иметь автоматизированную переналадку и возможность встраивания в систему. Средствами оснащения РТК могут быть устройства накопления, ориентации, поштучной выдачи объектов производства (деталей, заготовок) и другие устройства, обеспечивающие функционирование РТК. В данном курсовом проекте рассматривается круговая компоновка РТК с двухместными пристаночными накопителями и напольным промышленным роботом (рисунок 1.1) с угловой системой координат. Робот применяются для обслуживания основного технологического оборудования и автоматизации вспомогательных операций установки – снятия заготовок, деталей, инструмента, оснастки, а так же на транспортно-складских и других операциях. Данный РТК содержит три станка с пристаночными накопителями (поз. Б, В, Г), промышленный робот, входной и выходной накопители (поз. А и Д). Напольный робот с угловой системой координат (рисунок 1.2) может выполнять перемещение звеньев 2 и 3 на углы
Рисунок 1.1 — Схема круговой компоновки РТК с групповым промышленным роботом напольного типа.
Примем следующие длины звеньев ПР:
Зная значения длин звеньев, определение углов поворота
Рисунок 1.2 — Рабочая зона РТК механической обработки при использовании напольного ПР, работающего в угловой системе координат: I — станок; II — пристаночный накопитель; III — промышленный робот;
Преимуществом РТК круговой компоновки, обслуживаемого напольным промышленных роботов, является то, что промышленных роботов этого типа характеризуется малой материалоемкостью и простотой обслуживания. Достоинством угловой системы координат является гибкость в достижении точек над или под объектом. Недостатки — большие переменные моменты в шарнирах, что определяет повышенные нагрузки на привод; более низкая точность по сравнению с роботами, работающими в других системах координат. Также особенностью рассматриваемой системы координат является то, что положение звеньев манипулятора неоднозначно при фиксированном положении рабочего органа. В качестве напольного промышленного робота выбираем модель ПР модели Kobelco ARCMAN GS (рисунок 1.3), работающего в угловой системе координат. Данная модель соответствует всем необходимым параметрам по грузоподъемности, точности и т. д. Основные характеристики робота Kobelco ARCMAN GS сведены в таблице 1.1.
Рисунок 1.3 — Промышленный робот модели Kobelco ARCMAN GS.
Таблица 1.1 — Характеристики промышленного робота Kobelco ARCMAN GS.
Поиск по сайту: |
 и
и  для выхода из станка в исходное положение с последующим поворотом вокруг оси Z на требуемый угол
для выхода из станка в исходное положение с последующим поворотом вокруг оси Z на требуемый угол  .
.
 мм;
мм; мм;
мм; мм.
мм. и
и  , требуемых для взаимодействия с накопителем. Все необходимые траектории ПР в РТК получают комбинированием полученных значений
, требуемых для взаимодействия с накопителем. Все необходимые траектории ПР в РТК получают комбинированием полученных значений  ,
,  и
и  .
.
 и
и  — углы поворота, соответственно, 1, 2 и 3-го звеньев;
— углы поворота, соответственно, 1, 2 и 3-го звеньев;  ,
,  и
и  — длины, соответственно 1, 2 и 3-го звеньев;
— длины, соответственно 1, 2 и 3-го звеньев;  ,
,  и
и  — уровни расположения, соответственно, исходной позиции, накопителей и оборудования.
— уровни расположения, соответственно, исходной позиции, накопителей и оборудования.