|
|
|
Архитектура Астрономия Аудит Биология Ботаника Бухгалтерский учёт Войное дело Генетика География Геология Дизайн Искусство История Кино Кулинария Культура Литература Математика Медицина Металлургия Мифология Музыка Психология Религия Спорт Строительство Техника Транспорт Туризм Усадьба Физика Фотография Химия Экология Электричество Электроника Энергетика |
Средний коэффициент загрузки
где
Вариант 1
Кср.зо=
Вариант 2
Кср.зо=s w:space="720"/></w:sectPr></w:body></w:wordDocument>">
Вариант 1
Кср.з.о=74,9
005 010 015 020 025 030 035 040 045 №операции Рисунок 1-график загрузки оборудования для Варианта 1
Вариант 2
Кср.з.о=74,6
005 010 015 020 025 030 035 040 045 №операции Рисунок 2-график загрузки оборудования для Варианта 2
Таблица 1 – Сводная ведомость оборудования варианта 1
Рабочее место – это участок, оснащённый оборудованием и другими средствами труда соответствующими характеру работ выполняемых на этом рабочем месте. Удобства при работе зависят не только от рациональности конструкции оснащения, но и от планировки рабочего места. Планировка должна соответствовать следующим требованиям: 1) предусматривать правильное размещение органов управления станком; 2) создавать наиболее короткий маршрут рабочего в процессе обслуживания станков; 3) оснащать рабочего приспособлениями и устройствами и обеспечивающими работу. Цель планировки: наиболее эффективное использование рабочей площади оборудования рабочего места и создание наиболее удобных условий для работы:
где 1 – станок; 2 - стеллаж для заготовок и готовых изделий; 3 - решетка под ноги рабочему; 4 – рабочий; 5 - инструментальный шкаф.
3.1 Расчёт численности основных рабочих на участкеОпределяю численность основных рабочих на участке по формуле (6)
где tшк – штучно-калькуляционное время на операцию, мин; Fд – эффективный годовой фонд рабочего времени, ч; N – годовой объём выпуска деталей, шт. Д – дозагрузка, шт. n – количество смен.
Вариант 1. Операция 005 Рст= Операция 010 Рст= Операция 015 Рст= Операция 040 Рст= Операция 025 Рст= Операция 030 Рст= Операция 035 Рст= Операция 040 Рст= Операция 045 Рст=
Вариант 2. Операция 005 Рст= Операция 010 Рст=
 - принимаю 14 чел. - принимаю 14 чел.
Операция 040 Рст= Операция 025 Рст= Операция 030 Рст= Операция 035 Рст= Операция 040 Рст= Операция 045 Рст=
Поиск по сайту: |
 (5)
(5) - общее количество рассчитанного оборудования, шт;
- общее количество рассчитанного оборудования, шт; - общее количество принятого оборудования, шт.
- общее количество принятого оборудования, шт. ·100=74.9
·100=74.9 ·100=74.6
·100=74.6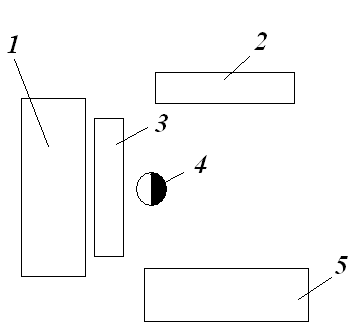
 , [1, с. 110] (6)
, [1, с. 110] (6) - принимаю 2 чел.
- принимаю 2 чел. - принимаю 8 чел.
- принимаю 8 чел. - принимаю 2 чел.
- принимаю 2 чел. - принимаю 4 чел.
- принимаю 4 чел. - принимаю 2 чел.
- принимаю 2 чел. - принимаю 6 чел.
- принимаю 6 чел. - принимаю 4 чел.
- принимаю 4 чел. - принимаю 2 чел.
- принимаю 2 чел.