|
|
|
Архитектура Астрономия Аудит Биология Ботаника Бухгалтерский учёт Войное дело Генетика География Геология Дизайн Искусство История Кино Кулинария Культура Литература Математика Медицина Металлургия Мифология Музыка Психология Религия Спорт Строительство Техника Транспорт Туризм Усадьба Физика Фотография Химия Экология Электричество Электроника Энергетика |
Какие станки применяются для продольной распиловки древесины? Их наладка. Дать функциональную схему.Стр 1 из 4Следующая ⇒
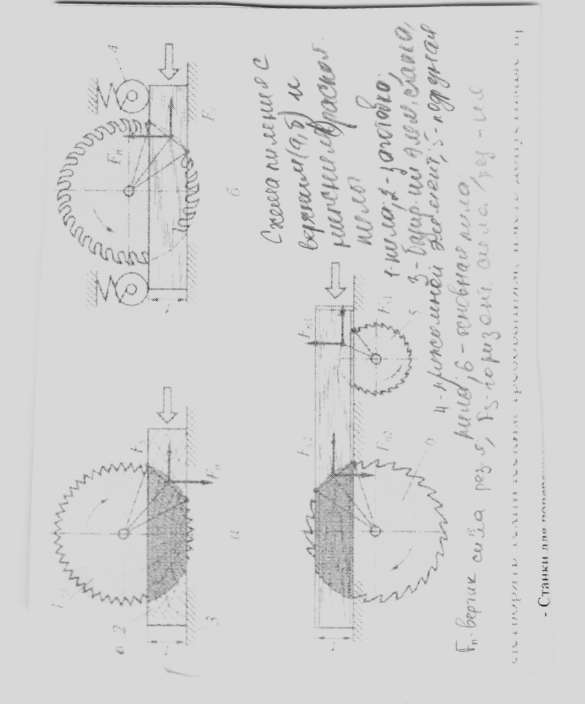
Для продольной распиловки применяют круглопильные станки с роликовой подачей и станки с конвеерной подачей(однопильные прирезные и многопил с 5 или 10 пилами с верхним и нижнем расположением пил) НАЛАДКА 1. Выбор типа пил в зависимости от резания,тех операции,материалов. 2. Установка и крепление пилы на пильном валу, зубья при вращении должны быть напрвлены против подачи распиливаемого материала. 3. Установка расклинивающего ножа за пилой 4. Установка направляющей линейки. 5. Выбор диаметра пилы.6.пилы в многопильных станках должны быть одинакого диаметра,толщины и развода зубьев. 7. На универсальном станке устанавл верх ограждение пил 8. Установка скорости подачи 9. Пробная обработка заготовки
11. Перечислите виды абразивных инструментов и назовите область их применения при деревообработке.Абразивные инструменты подразделяются по абразивному материалу. Зернистости, связке, твердости, структуре форме и размерам. По абразивному материалу различают шлифовальные круги и бруски электрокорундовые карбидокреемневые .эльборовые и алмазные, Абразивный инструмент-это абразивная паста, шлифовальная шкурка, диск, цикля. шлифовальная лента имеющая бумажную либо тканевую основу с прикреплённым к ней абразивным элементом используются минералы высокой твердости. Величину абразивной детали обозначают номером, шлиф зерно 2000 -160 мкм. Шлиф крошки 125-40 мкм микропорошки 60-14 мкм, тонкие микропорошки 10-3 мкм. Делятся на три класса А,Б,В зависит от качества материала и водостойкости.Область применения : для доводке твердосплавных инструментов используют порошки и пасты из карбидабора. Шлифовальные круги: 1.плоские прямого профеля – круглое наружное шлифование фрез,фрезерных головок,сверл, поднутрение круглых пил, шлифование ножей и пил. 2. Плоские с выточкой- чистовая заточка и доводка фасок.ножей боковых пов-ей зубьев пил. 3. Чашки конические – тоже. 4. Тарелки - тоже, сверл, передних граней. Для доводки и правки деревлрежущ инструментов применяються шлифовальные бруски плоские квадратн и трехгранные. 11.2В чем состоит особенность ленточнопильных станков? Их наладка. Дать функциональную схему.предначн для прямолин и криволин пиленияленточнопильные станки (горизонтальные вертикальные, столярные) режущий инструмент натянутая на шкивы бесконечная пильная лента, одно и многоленточные, узко и широколенточные. Наладка ленточно пильных станков 1. Выбор пильной ленты в зависимости от типа станка и технологической операции.проверка спайки в месте стыка, развода (плющение), заточка.2 установка пильной ленты, верхний шкив натяжной, зубья пилы должны выступать за край шкива на 3-5 мм. 3 верхние направляющие устройство должно быть выше на 10-15 мм от верха заготовки, 4 Установка всех заградительных устройств,5 Регулирование тормоза остановки механизмов резания (4-6 сек.), 6 устанавливают скорость подачи.
12.Какие станки применяются для поперечной распиловки дре-ны их наладка дать функциональную схемуЛенточнопильные (столярные), круглопильные для торцевания досок и брусков на чистовые и черновые заготовки определенной длинны, или удаления из них дефектных мест. Торцовочные станки можно разделить на два основных типа с подвижным(подача суппорта на неподвижную заготовку) и неподвижным суппортом.(для точного торцевания. Наладка а) выбор пилы.с соответствующими угловыми параметрами зубьев. (отрицательный задний угол 25 гр., диаметр пилы в зависимости от типа станка размеров материала, установка пилы такая же как и для продольного распила движение зубьев сверху вниз обеспечивает прижим) б) установка в нужном положении упоров, ограничивающих ход пильного суппорта. Суппорт устанавливается на высоте так зубья пилы ниже поверхности стола на 5-6 мм в) при наличии упоров установка их на требуемый размер в соответствии с длинной выпиливаемой заготовки г) регулирование скорости подачи на станках с гидравлическим приводом по числу двойных ходов. 12.2Каково назначение рейсмусовых станков? Дать функциональную схему. Их наладка.
На рейсмусовых станках производится плоскостное фрезерование одной или двух противоположных сторон заготовки в целях обработки ее в размер. Различают одно и двух сторонние станки. Наладка; а) Подготовка и установка ножей в ножевом валу(заточка, балансировка, и уравновешивание)лезвие параллельно столу выходило на 1-2 мм) б) установка верхних подающих вальцов и прижимов относительно касательной к окружности резания в нижней точки ножевого вала по контрольному бруску. Ниже уровня устанавливают передней подающий валец на 2 мм передний прижим на 1 мм задний прижим на 0.5 мм задний подающий на 1.5 мм.величину давления регулируют в прессе пробной подачей. в) установка нижних опорных вальцов, выше рабочий поверхности стола на 0,1-0,3 мм от породы. г) установка стола вразмер обрабатываемой детали снизу вверх во избежание ошибок от наличия зазоров в механизме подъема стола. д) Установка требуемой скорости е) установка ограждения и приемника стружки.
13.Изобразите схему пиления круглой пилой. Изобразите круглую пилу с указаниемконструктивных и геометрических параметров.
13.2. Каковы конструктивные особенности шлифовальных станков?Шлифовальныестанки по конструкции можно разделить на три типа ленточного шлифования (широколенточныеузколенточные), цилиндрического и дисковогоДать функциональные схемы станков. 14.Назовите виды круглых пил и укажите рациональную область их применения.
Поиск по сайту: |





 а) с неподвижным столом, б) с прижимом в) со свободной лентой г) дисковый д) цилиндровая е) с профильным контактным прижимом ж) щеточной головкой Наладка.Ленточных а) Выбирают и устанавливают шлиф. Ленты, нельзя использовать надорванные не правильно склеенные б) регулируют амплитуду смещения ленты в станках с осциллирующим движением ленты путем переустановки датчиков автоматической системы осцилляции. г) Устанавливаютстол по высоте. Зазор между лентой и пов-тью 20-30 мм д) устанавливают боковые и торцевые упоры на столе станка по размерам обрабатываемой детали. е) устанавливают ход стола равный ширине детали ж) скорость перемещения стола и усилие прижима ленты выбирают от зернистости шкурки. з) проверка станка на холостом ходу.
а) с неподвижным столом, б) с прижимом в) со свободной лентой г) дисковый д) цилиндровая е) с профильным контактным прижимом ж) щеточной головкой Наладка.Ленточных а) Выбирают и устанавливают шлиф. Ленты, нельзя использовать надорванные не правильно склеенные б) регулируют амплитуду смещения ленты в станках с осциллирующим движением ленты путем переустановки датчиков автоматической системы осцилляции. г) Устанавливаютстол по высоте. Зазор между лентой и пов-тью 20-30 мм д) устанавливают боковые и торцевые упоры на столе станка по размерам обрабатываемой детали. е) устанавливают ход стола равный ширине детали ж) скорость перемещения стола и усилие прижима ленты выбирают от зернистости шкурки. з) проверка станка на холостом ходу.