|
|
|
Архитектура Астрономия Аудит Биология Ботаника Бухгалтерский учёт Войное дело Генетика География Геология Дизайн Искусство История Кино Кулинария Культура Литература Математика Медицина Металлургия Мифология Музыка Психология Религия Спорт Строительство Техника Транспорт Туризм Усадьба Физика Фотография Химия Экология Электричество Электроника Энергетика |
Этапы разработки управляющих программ фрезерной обработкиСтр 1 из 2Следующая ⇒
КурылевД.В. Лабораторная работа №3
Разработка управляющей программы фрезерной обработки в среде SiemensNX
Методические указания
Лабораторная работа №3 Разработка управляющей программы фрезерной обработки в среде SiemensNX Цель работы – изучение элементов программной обработки деталей и освоение методов разработки управляющей программы для фрезерного станка с системой ЧПУ уровня NC, с помощью CAD/CAM/CAE-системы SiemensNX.
В результате выполнения данной лабораторной работы студенты должны знать: - технологические возможности создания управляющей программы для станков с ЧПУ фрезерной группы в SiemensCAM, - методы задания основных ивспомогательных перемещений.
Порядок выполнения работы: 1. Изучить теоретический материал. 2. Скопировать папку lab_workи откройте файл osnovanie_setup.prt. 3. Провести все этапы разработки управляющей программы фрезерной обработки основание опоры, с параметрами, приведенными в примере теоретического материала. 4. Оформить отчет о выполнении лабораторной работы. Отчет должен содержать в себе: - цель работы; - эскиз обрабатываемой детали, - выполняемые операции с указанием всех переходов и параметров (режимы резания, путь резания, используемый инструмент); - выводы по работе.
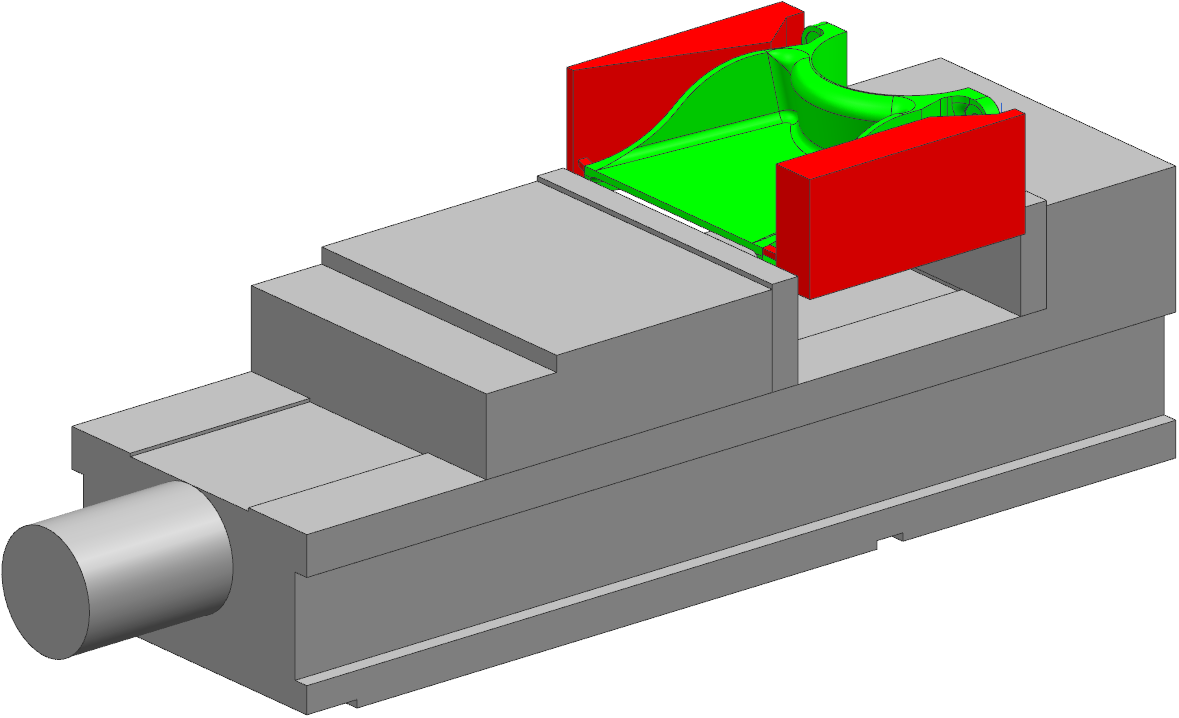
ТЕОРЕТИЧЕСКИЙ МАТЕРИАЛ Этапы разработки управляющих программ фрезерной обработки Разработка управляющих программ фрезерной обработки в NX CAM производится в несколько этапов аналогично токарной обработки (Рис.1). Рис. 1 Большинство этапов проводятся также как и при токарной обработки. Поэтому рассмотрим этапы, имеющие принципиальные различия и типовые операции на примере фрезерной обработки детали «основания опоры». Обработка детали ведется за два установа. Модель детали, приспособления и системы координат станка представлены на Рис. 2.
Рис.2
Редактирование объектов родительской группы “Геометрия”
Отредактируем объект MCS_MILL(Рис.3). Положение СКС изменять не надо, однако надо изменить расстояние безопасного зазора (это уровень, на котором разрешены ускоренные горизонтальные перемещения) на 5 мм и необходимо задать нижнюю ограничительную плоскость, которая выше верхней грани губок тисков на 5 мм. В объекте WORKPIECE необходимо задать модель детали, в качестве заготовки использовать Ограничивающий блок со следующими параметрами: XM– = 15;XM+ = 12.46072037;YM– = 2.5; Объекты Систему координат станка (MCS_MILL_1) и Геометрия обработки (WORKPIECE_1)создадим после формирования всех операций для перового установа.
Поиск по сайту: |