|
|
|
Архитектура Астрономия Аудит Биология Ботаника Бухгалтерский учёт Войное дело Генетика География Геология Дизайн Искусство История Кино Кулинария Культура Литература Математика Медицина Металлургия Мифология Музыка Психология Религия Спорт Строительство Техника Транспорт Туризм Усадьба Физика Фотография Химия Экология Электричество Электроника Энергетика |
Механическая обработка сварных соединений
14.1 Механическую обработку сварных соединений в стальных конструкциях мостов для повышения их выносливости следует назначать в чертежах КМ в соответствии с требованиями настоящего СТО. В чертежах допускаются ссылки на соответствующие пункты СТО без приведения их текста. При проектировании новых конструкций для случаев, не предусмотренных в настоящем СТО, проектная организация с участием научно-исследовательской организации разрабатывает конструктивное оформление и технологические требования к обработке зон концентрации напряжений. 14.2 Механическую обработку сварных соединений выполняют в порядке, установленном заводской технологией. Рекомендуется следующий порядок: а) контроль визуально-измерительный и металлографические исследования макрошлифов; б) исправление видимых дефектов сварных швов; в) ультразвуковая дефектоскопия или радиографический контроль (просвечивание проникающим излучением); г) механическая обработка сварных соединений. 14.3 Механическая обработка сварных соединений и соответствующих зон в местах изменения сечений элементов должна обеспечить получение плавных переходов от металла шва к основному металлу, а также от конца приваренной детали к основному элементу конструкции либо от конца обрываемой к оставшейся части сечения сварного элемента или балки. При этом обработку следует выполнять без излишнего ослабления сечения - на минимальную глубину, необходимую для снятия поверхностного слоя металла в зоне обработки - до получения чистой блестящей поверхности (номинально на глубину до 1 мм). Обработанная поверхность не должна иметь рисок, видимых невооруженным глазом. Класс шероховатости должен быть не ниже 4 ( Rz 20...40) по ГОСТ 2789. На границе зоны обработки не должно быть уступов. Заусенцы подлежат зачистке, а острые свободные кромки скругляются радиусом 2±0,5 мм или притупляются фаской 2 мм со округленней углов. 14.4 При обработке сварных соединений ослабление сечения по толщине проката (углубление в основной металл без подварки) поперёк и вдоль усилия в элементе, как правило, не должно превышать 1 мм на металле толщиной до 25 мм и 4 % толщины - на более толстом металле. В случае превышения допускаемой величины ослабления разрешается производить подварку с последующей зачисткой по требованиям данных норм. Все ожоги сваркой на поверхности металла должны быть зачищены абразивным инструментом до полного удаления следов ожогов (на глубину около 1 мм). 14.5 Местные наплывы, образовавшиеся в местах перекрытия соседних участков шва при перерыве процесса сварки или исправлении дефектов, должны быть сглажены механической обработкой до образования плавных переходов от наплыва к сечению шва проектного размера и к основному металлу. 14.6 Способ, оборудование и инструмент для механической обработки сварных соединений назначает завод-изготовитель конструкций. Допускается обработка абразивными кругами различной твердости и крупности зерна, фрезами различных типов и форм и другим металлообрабатывающим инструментом. При обработке абразивным инструментом не допускаются ожоги металла из-за сильного нажатия на инструмент и малой скорости его перемещения по обрабатываемой поверхности. Для удаления технологических припусков и других частей свариваемых деталей, выступающих за проектный контур, допускается применение газокислородной резки, после Чего должен оставаться проектный контур детали с припуском на механическую обработку не менее 2 мм. 14.7 Стыковые сварные соединения (рисунки 32, 33) по геометрическим размерам швов должны соответствовать требованиям ГОСТ 8713, ГОСТ 11533 (сварка под флюсом), ГОСТ 14771, ГОСТ 23518 (сварка в защитных газах), ГОСТ 5264, ГОСТ 11534 (ручная дуговая сварка). Если отклонения размеров швов превышают допустимые по указанным стандартам, требуется механическая обработка сварных соединений до получения стандартных размеров (кроме конструкций по 14.8).
а - схема обработки без углубления в основной металл по кромкам; б - схема обработки с углублением на 0,02В, но не более чем на 8 мм с каждой стороны;
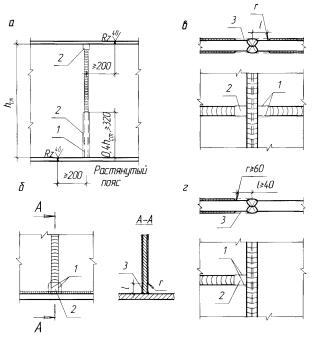
а - стыковое соединение листов разной толщины; б - стыковое соединение листов разной ширины; Кромки листов после удаления выводных планок газокислородной резкой следует зачищать по всей длине участка, где накладывались швы, прикрепляющие выводные планки. При этом углы кромок листов необходимо плавно скруглять радиусом 2±0,5 мм или притуплять фаской 2 мм со скруглением углов. Для удаления поверхностных дефектов с торца шва механической обработкой допускается плавно, с уклоном не более 1:20 и сопрягаемым радиусом не менее 150 мм на свободных кромках углубляться в основной металл без подварки на величину 0,02 ширины свариваемого листа, но не более чем на 8 мм с каждой стороны (рисунок 32, б) и не более 12 мм с - одной стороны. После обработки торцов шва углы кромок листов следует плавно скруглять радиусом 2±0,5 мм (см. рисунок 32, б) или притуплять фаской 2 мм со скруглением углов. В случаях, обусловленных особенностями конструкции и условиями сборки (наличие стыковых швов в пакетах листов, пересечение стыкового шва ребрами или фасонками и т.п.) или принятой технологией обработки швов, например, переносными фрезерными станками, усиление шва необходимо снимать заподлицо с основным металлом. Углы кромок скругляют как и в предыдущих случаях. При механической обработке стыковых сварных соединений листов разной толщины или разной ширины должны быть выполнены требования, указанные на рисунке 33, а, б. Радиус перехода к более широкому листу должен быть не менее 150 мм. Допускается снятие усиления швов заподлицо с основным металлом. 14.8 Поперечные сварные стыки в растянутых и растянуто-сжатых на стадии эксплуатации деталях и элементах основных несущих конструкций железнодорожных и совмещенных мостов подвергают механической обработке посредством полного снятия фрезерованием или иной механической обработкой усиления швов заподлицо с основным металлом. Это требование распространяется также на сварные поперечные стыки растянутых поясов и 40% высоты, но не менее 320 мм от пояса растянутых зон стенок сплошностенчатых изгибаемых балок железнодорожных и совмещенных мостов (рисунок 34, а).
а - сплошностенчатые балки железнодорожных мостов; б - примыкание стенки к поясу; в - пересечение стыков на полотнище; г - Т-образное пересечение стыковых швов; 14.9 При пересечении сварных швов перед наложением шва, пересекающего (рисунок 34, б) или примыкающего к другому шву (рисунок 34, в, г), во избежание образования подрезов в месте пересечения необходимо обрабатывать усиление ранее наложенного стыкового шва заподлицо с основным металлом на длине l не менее 40 мм от кромки листа или оси пересекаемого шва, обеспечивая при этом постепенный переход к незачищенному участку шва радиусом r ³ 60 мм. Указанное требование обработки усиления стыкового шва относится также к пересечению его с другими элементами конструкции, например, рёбрами жесткости. 14.10 Наружные швы угловых соединений коробчатых элементов в зонах монтажных стыков с накладками или на участках присоединения к ним фасонок ветровых связей надлежит обрабатывать заподлицо с основным металлом на длине присоединяемой детали плюс 40 мм в каждую сторону. При этом радиус плавного перехода r ³ 60 мм (рисунок 35).
1 - снятие усиления шва; r - радиус обработки ( r ³ 60); L - длина полунакладки 14.11 Механическую обработку концов фасонок, привариваемых встык к кромке листа (к поясу балки, элементу фермы и т.п.), следует выполнять в соответствии с требованиями, приведенными на рисунке 36. При совпадении плоскости фасонки и листа концы соответствующего шва, прикрепляющего фасонку, следует зачищать заподлицо с указанной плоскостью. Если плоскости фасонки и листа не совпадают, эта зачистка не производится.
1 - технологический припуск; 2 - контур, по которому припуск удаляют газовой резкой; 3 - зона механической обработки; 4 - конец шва на плоскости листа, обработанный заподлицо; b - ширина припуска у края фасонки, b ³ 20 мм; с - расстояние от края припуска до начала плавного перехода, с ³ 15 мм; r - радиус перехода, r ³ 60 мм 14.12 В конструкциях автодорожных мостов механическую обработку концов фасонок связей, привариваемых в тавр к плоскости листа стенки, следует выполнять в соответствии с требованиями, приведенными на рисунке 37.
1 - технологический припуск; 2 - контур, по которому припуск удаляется газокислородной резкой; 3 - зона механической обработки; r - радиус перехода, r ³ 60 мм В узлах главных ферм механическую обработку концевых участков выкружек фасонок, привариваемых в тавр, следует выполнять согласно требованиям, приведенным на рисунке 38.
1 - технологический припуск; 2 - контур, по которому припуск удаляется газовой резкой; 3 - зона механической обработки; b - ширина припуска у края фасонки, b ³ 20 мм; с - расстояние от края припуска до начала плавного перехода, с ³ 15 мм; R - радиус выкружки фасонки, R ³ 250 мм; r - радиус перехода, r ³ 60 мм Технологические припуски на концах фасонок удаляют газокислородной резкой с оставлением припуска на механическую обработку не менее 2 мм. 14.13 Механическую обработку концов горизонтальных рёбер жесткости, обрываемых вблизи монтажных болтовых или комбинированных болто-сварных стыков балочных и коробчатых пролетных строений, следует выполнять в соответствии с требованиями, приведенными на рисунке 39.
1 - технологический припуск; 2 - контур, по которому припуск удаляют газовой резкой; 3 - зона механической обработки;b - ширина припуска у конца ребра, b1 ³ 100 мм, b2 ³ 20 мм; с - расстояние от края припуска до начала плавного перехода, c1 ³ 30 мм, c2 ³ 15 мм; r - радиус перехода, r ³ 60 мм 14.14 Механическую обработку концов стенок в двутавровых балках с комбинированными болто-сварными стыками надлежит выполнять в соответствии с требованиями, приведенными на рисунке 40.
1 - технологический припуск; 2 - контур, по которому припуск удаляют газовой резкой; 3 - зона механической обработки;с - расстояние от края припуска до начала плавного перехода, с ³ 30 мм; r - радиус перехода, r ³ 60 мм; b - ширина припуска у конца стенки, b ³ 20 мм; R1 - радиус выкружки технологического окна, R1 ³ 90 мм; а - расстояние от кромки пояса до торца припуска, а = 50...55 мм 14.15 Механическую обработку концевых участков обрываемых полок в элементах Н-образного или двутаврового сечения, когда полки не доходят до торца элемента, следует выполнять в соответствии с требованиями, приведенными на рисунке 41, а - для растянутых и на рисунке 41, б - для сжатых элементов. Удаление технологического припуска на концах обрываемых частей сварных элементов газокислородной резкой выполняется в соответствии с указаниями 14.6 настоящего СТО.
a - вариант для растянутых элементов; б - вариант для сжатых элементов; 1 - технологический припуск; 2 - контур, по которому припуск удаляется газокислородной резкой; 3 - зона механической обработки; r1 и r2 - радиусы переходов ( r1³ 150 мм, r2 ³ 60 мм) 14.16 Механическую обработку косых угловых швов на конце обрываемого в пролёте поясного листа сплошностенчатой балки с пакетными поясами следует выполнять в соответствии с требованиями, приведенными на рисунке 42. Допустимая величина ослабления сечения листа (без подварки) вдоль границы косого шва - 1 мм при толщине листа до 20 мм и 6% толщины на более толстом листе.
1 - граница углового шва; 2 - зона механической обработки; ( l - длина обрабатываемого участка шва ( l ³ 100 мм); r - радиус перехода ( r ³ 3 мм); h - величина ослабления сечения При обработке косых угловых швов абразивным инструментом риски должны быть направлены вдоль косых угловых швов. 14.17 Лобовые и фланговые угловые швы в местах прикрепления рёбер жесткости, диафрагм, фасонок связей, противоугонных уголков и т.д. к растянутым элементам основных несущих конструкций, выполненные механизированной сваркой под флюсом или в смеси защитных газов, а также ручной дуговой сваркой с обеспечением плавных переходов от наплавленного металла к основному (по требованиям 10.3, г), допускается не подвергать механической обработке. Требования к катетам данных угловых швов приведены в 6.8 настоящего СТО. Если поставленные условия при сварке не выполнены, плавные переходы от металла шва к основному металлу должны обеспечиваться механической обработкой швов. 14.18 Качество механической обработки сварных соединений мостовых конструкций контролирует ОТК завода внешним осмотром, с применением в необходимых случаях эталонов, измерительного инструмента и шаблонов. Качество обработки признается удовлетворительным, если установлены: а) полное снятие прокатной окалины, а также окисленного поверхностного слоя в заданных зонах с шероховатостью поверхности не ниже 4 класса ( Rz 20...40) по ГОСТ 2789; б) плавность переходов от металла шва к основному металлу; в) отсутствие на обработанной поверхности надрывов, трещин и заметных невооруженным глазом рисок; г) отсутствие в зоне обработки ослаблений сечения, превышающих допустимые по 14.4 и 14.16; д) отсутствие у деталей и элементов в зоне обработки острых кромок и заусенцев; е) отсутствие на обработанной поверхности поджогов металла от абразивного инструмента; ж) отсутствие в зоне обработки технологических дефектов сварки - трещин, несплавлений, пор, шлаковых включений, подрезов, неполного проплавления (когда полное проплавление требуется); и) отсутствие следов приварки выводных планок и сборочных приспособлений, а также следов газовой резки, применявшейся для удаления технологических припусков, выводных планок и сборочных приспособлений. Уменьшение размеров зон обработки и радиусов плавных переходов против указанных в настоящем СТО не допускается. Увеличение размеров зон обработки и радиусов не является браковочным признаком. 14.19 Механическую обработку сварных соединений в стальных конструкциях мостов выполняют лица, освоившие правила работы электрическими и пневматическими шлифмашинками или другим переносным зачистным оборудованием и станками, изучившие методы механической обработки сварных соединений и инструкции по эксплуатации применяемого оборудования, а также прошедшие испытания и допущенные аттестационной комиссией предприятия к выполнению данного вида работ.
Поиск по сайту: |