|
|
|
Архитектура Астрономия Аудит Биология Ботаника Бухгалтерский учёт Войное дело Генетика География Геология Дизайн Искусство История Кино Кулинария Культура Литература Математика Медицина Металлургия Мифология Музыка Психология Религия Спорт Строительство Техника Транспорт Туризм Усадьба Физика Фотография Химия Экология Электричество Электроника Энергетика |
Порядок выполнения работы. 1. Изучить устройство и принцип измерения тел индикатором часового типа. ⇐ ПредыдущаяСтр 6 из 6
1. Изучить устройство и принцип измерения тел индикатором часового типа. 2. Уложить пластину на столик штатива, опускаем к ней наконечник индикатора на поверхность А (рис. 1). 3. Поворотом подвижного ободка шкалы индикатора установить отметку «0» против показания стрелки прибора. Это будет первый отсчет по шкале. 4. Сдвигаем пластину и снимаем новое показание стрелки – это будет второй отсчет. 5. Измерения повторить 3 раза и результаты измерений занести в таблицу №1. Таблица №1
Содержание отчета 1. Сведения об испытуемом образце 2. Эскиз установки для определения параллельности пластины 3. Таблица результатов измерений и расчетов
Вопросы для самопроверки 1. Как работает индикатор часового типа? 2. Для чего служит большая и малая стрелка на циферблате индикатора? 3. Как определить цену деления индикатора часового типа? Критерии оценки Отметка «5»: работа выполнена в полном объеме с соблюдением необходимой последовательности действий: • проводит работу в условиях, обеспечивающих получение правильных результатов и выводов; • освоена методика измерения параллельности поверхности пластин индикатором часового тока. • в ответе правильно и аккуратно выполняет все записи, таблицы, рисунки, чертежи, графики, вычисления; • правильно выполняет анализ ошибок. Отметка «4»: работа выполнена правильно с учетом 1-2 мелких погрешностей или 2-3 недочетов, исправленных самостоятельно по требованию учителя. Отметка «3»: работа выполнена правильно не менее чем наполовину, допущены 1-2 погрешности или одна грубая ошибка. Лабораторная работа №6 Цель работы. Научиться определять основные параметры метрической резьбы. Используемое оборудование. Измерение углов профиля и резьбы осуществляется на инструментальном микроскопе, устройство и конструкция которого описана в лабораторной работа №8.
Рис. 1. Основные параметры резьбы d – наружный диаметр резьбы; d1 – внутренний диаметр резьбы; d2 – средний диаметр резьбы; L – угол профиля резьбы; S – шаг резьбы; Н – высота теоретического профиля резьбы; h – рабочая высота профиля резьбы. Резьбы в РФ стандартизированы. Они послужили первым объектом стандартизации в машиностроении. В таблице № 1 приведены некоторые значения стандартных диаметров и шагов метрической резьбы (ГОСТ 8724-58).
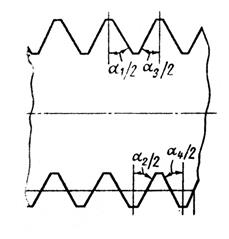
Для того чтобы можно было судить не только о величине угла, но и о наклоне профиля к оси резьбы, измерение рекомендуется производить по половинам угла, совмещая штриховую линию сетки поочередно с правой и левой сторонами профиля, Сумма результатов измерения является величиной угла, а их равенство показывает перпендикулярность биссектрисы угла к оси резьбы. Предварительно градусную шкалу устанавливают на 0,90, 180 или 270о, чтобы одна из линий штриховой сетки была перпендикулярна оси резьбы и одно из указанных значений принимают за начало первого отсчета. Затем линию штриховой сетки, перпендикулярную оси резьбы, совмещают поочередно в противоположных направлениях правой стороны профиля, произведя второй отсчет, и подсчитывают среднее значение: Аналогичные действия производят по левой стороне профиля:
Рис. 2. Схема измерения резьбы на микроскопе
Для определения основных параметров метрической резьбы достаточно определить профиль резьбы L, шаг резьбы S, наружный диаметр d и рабочею высоту профиля резьбы h. Шаг резьбы измерения можно определить резьбовым шаблоном (ГОСТ 519-71), представлен на рис. 1а.
Рис. 3. Набор резьбовых шаблонов: 1 – резьбовой шаблон,
Для правильного определения шага резьбы при наложении резьбового шаблона на профиль резьбы необходимо, чтобы между ними не было просвета, т.е. шаблон должен плотно прилегать к профилю резьбы (рис. 3 б). Наружный диаметр резьбы d можно измерить штангенциркулем. Рабочая высота профиля определяется по формуле h=0,54125 S.
Поиск по сайту: |
 , мм
, мм

 Таблица №1
Таблица №1