|
|
|
Архитектура Астрономия Аудит Биология Ботаника Бухгалтерский учёт Войное дело Генетика География Геология Дизайн Искусство История Кино Кулинария Культура Литература Математика Медицина Металлургия Мифология Музыка Психология Религия Спорт Строительство Техника Транспорт Туризм Усадьба Физика Фотография Химия Экология Электричество Электроника Энергетика |
Чугун с шаровидным графитом для отливок
При введении в чугун перед разливкой » 0,5 % магния или церия графит кристаллизуется в шаровидной или близкой к нему форме (рис. 7.4). Этот процесс называется модифицированием. Шаровидный графит в меньшей степени, чем пластинчатый, ослабляет сечение металлической матрицы и, главное, не является таким сильным концентратором напряжений. Это обстоятельство в сочетании с возможностью формировать необходимую структуру металлической матрицы позволяет придавать чугунам высокую прочность, пластичность и повышенную ударную вязкость.
Чугуны с шаровидным графитом, используемые в промышленности с 40-х годов, называют высокопрочными и, в соответствии с ГОСТ 7293–85, маркируются буквами ВЧ, за которыми следует число, указывающее значение временного сопротивления при растяжении в МПа · 10–1 (например ВЧ 50).
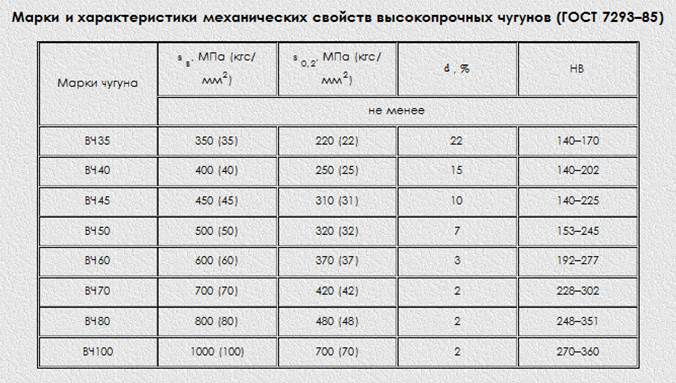
Сдаточными (гарантируемыми) характеристиками высокопрочных чугунов являются s в и s 0,2 , а при наличии требований в нормативно-технической документации допускается устанавливать значения относительного удлинения d , твердости НВ и ударной вязкости KCV в соответствии с нормами, указанными в ГОСТ 7293–85. Марки и характеристики механических свойств высокопрочных чугунов приведены в табл. 7.4, а рекомендуемый химический состав — в табл. 7.5.
Примечание. Чугун марки ВЧ 35 с шаровидным графитом должен иметь среднее значение ударной вязкости KСV не менее 21 Дж/см2 при температуре плюс 20 °С и 15 Дж/см2 при температуре минус 40 °С, минимальное значение ударной вязкости должно быть не менее 17 Дж/см2 при температуре плюс 20 °С и 11 Дж/см2 при температуре минус 40 °С.
*Для отливок с толщиной стенок до 50 мм; для стенок большего сечения рекомендовано меньшее содержание углерода и кремния. Во всех чугунах марок ВЧ содержание углерода практически одинаковое и высокое (Сэ = 4,1–4,3), что обеспечивает хорошие литейные свойства. Примесь фосфора из-за образования хрупкого фосфида снижает пластичность, поэтому его содержание не превышает 0,1 %. Особенно вредна сера, так как она снижает механические свойства (из-за образования с магнием и редкоземельными металлами хрупких сульфидов) и ослабляет модифицирующее действие этих элементов. Содержание серы не должно превышать 0,02 %, а в чугунах марок ВЧ 80 и ВЧ 100 — 0,01 %.
Механические свойства высокопрочных чугунов зависят в основном от структуры металлической основы. Чугуны марок ВЧ 35, ВЧ 40 имеют ферритную основу, ВЧ 45 и ВЧ 50 — перлито-ферритную, ВЧ 60, ВЧ 70, ВЧ 80 — перлитную. Требуемая структура металлической основы формируется в процессе литья и последующей термообработки. Для отливок из высокопрочного чугуна применяют следующие виды термообработки:
отжиг при 500–600 °С для снижения литейных напряжений;
графитизирующий отжиг для устранения отбела и формирования ферритной или феррито–перлитной структуры металлической основы (см. выше);
нормализация для исправления структуры и получения перлитной металлической основы с повышенными механическими свойствами. Нормализация осуществляется путем нагрева отливок до 850–950 °С с последующим охлаждением на воздухе;
закалка и низкий отпуск. Температура закалки 850–900 °С; время выдержки зависит от размеров отливки и исходной структуры металлической основы и составляет 0,5–3 ч; охлаждение в масле, обеспечивающее получение мартенситной структуры. Низкий отпуск проводят для снятия внутренних напряжений при температуре 250–380 °С;
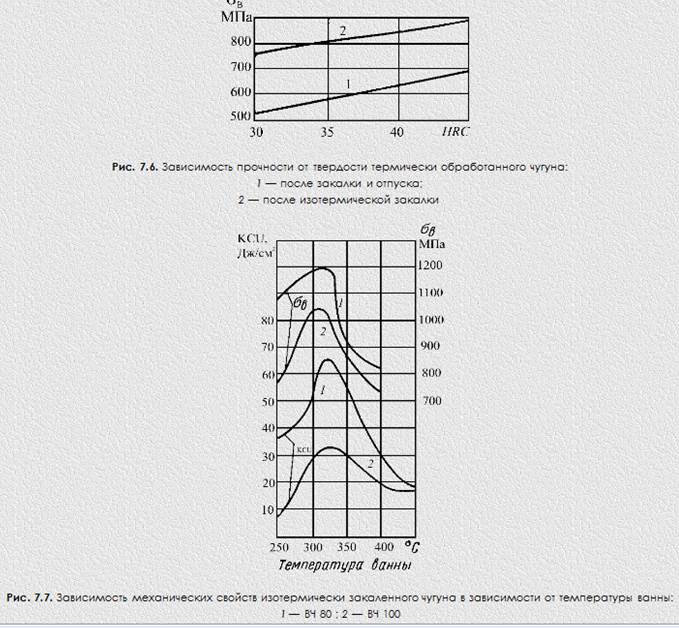
изотермическая закалка по сравнению с обычной исключает возможность образования закалочных трещин и коробления, снижает внутренние термические напряжения и обеспечивает более высокий комплекс прочностных свойств (рис. 7.6, 7.7).
Режим закалки: нагрев до 830–900 °С, выдержка 10–90 мин, охлаждение в ваннах с расплавом щелочей (60 % NAOH + 40 % KOH) или хлористых солей при температуре 300–350 °С. Получаемая бейнитная структура металлической основы обеспечивает высокую прочность и вязкость чугунов.
Высокопрочные чугуны с шаровидным графитом используют для замены литой стали в изделиях ответственного назначения (валки горячей прокатки, станины и рамы прокатных станов, молотов и прессов). По сравнению со сталью они обладают несравненно более высокими литейными свойствами и на 8–10 % меньшей плотностью (последнее позволяет снизить массу машин). Даже поковки ответственного назначения из легированных сталей можно заменять на отливки из высокопрочного чугуна с шаровидным графитом. Классический пример этого — тяжелонагруженные коленчатые валы дизельных, в том числе автомобильных двигателей, к которым предъявляют высокие требования по статической и усталостной прочности.
Высокопрочный чугун используют и для замены серого чугуна с пластинчатым графитом, если необходимо увеличить срок службы изделия или снизить массу.
Поиск по сайту: |